



PERENCANAAN PERBAIKAN SISTEM PADA PROSES PEMBUATAN MODEL
BARU CETAKAN PIJAKAN KAKI JENIS KWBA KAPASITAS 650 TON DI PT. Y
Joko Suryanto [¹]
Rudi Yulianto [²]
[1]. Mahasiswa Jurusan Teknik Mesin Konsentrasi Mesin
Industri FTI-UJ
[2]. Dosen Tetap Jurusan Teknik Mesin FTI-UJ
Abstrak
Pada skripsi ini
membahas tentang improvement atau
perbaikan system pada pembuatan model baru cetakan pijakan kaki jenis KWBA
dengan kapasitas 650 ton. System yang diperbaiki adalah meliputi pengontrolan delivery atau pengiriman, kualitas, cost
dan life time dies atau cetakan
dengan tujuan mendapatkan biaya yang lebih murah dari supplier, pengiriman ke
customer lebih cepat dan life time dies atau cetakan yang lebih
panjang dari cetakan supplier adapun metodenya adalah sebagai berikut :
Pengontrolan delivery atau
pengiriman Target objective yang ingin dicapai adalah 2 bulan atau 60 hari yang
artinya lebih cepat 1 bulan jika pengerjaanya di lakukan di supplier dalam hal
ini PT Yung Maun Taiwan karena standart pengiriman sample OK dari supplier
adalah 3 bulan.pengontrolan delivery harus menggunakan metode seefisien mungkin
biar target diatas bisa tercapai maka metode yang digunakan adalah menggunakan
metode perencanaan kegiatan.
Pengontrolan cost atau biaya
proses Untuk mandapatkan cost yang lebih rendah dari cetakan supplier maka
untuk mengejar target tersebut hal pertama yang dilakukan adalah waktu proses
pengerjaan harus lebih cepat seperti yang ditargetkan diatas yaitu 2 bulan atau
60 hari. Selain itu analisa biaya juga dibutuhkan mengenai analisa biaya tetap,
dan analisa biaya variable dengan tujuan mendapatkan biaya proses yang lebih
murah dan mendapatkan biaya titik pulang pokok atau Break even point ( BEP ).
Pengontrolan life time dies atau cetakan Target objective adalah lebih dari 100
ribu shot atau kurang lebih 3 bulan dies tersebut dipakai. Untuk mencapai
target tersebut maka ada beberapa metode yang harus diterapkan yaitu proses maintenance atau perawatan dies dengan
menggunakan proses coating dan tempering.
Abstract
At skripsi this research obout improvement system at making new model step
braket KWBA mold with capacity 650 ton. This system which is improvement
include delivery control, Quality control, and cost control. With purpose can
be able cost more than cheap from supplier, delivery to customer more faster
and life time mold more length from supplier.
For delivery control target objective with wish
reach attain is 2 month or 60 day . with meaning is more fast 1 month if this
mold worked in supplier. Because delivery standart sample OK from supplier is 3
month. Method in used is with method
activity planning.
Cost control for can be able cost more more than
cheap mold from supplier then for chase target mentioned. Method in used is
with analisys break even point ( BEP ).
Life time mold control target objective with wish
reach attain is more from 100.000 shot or plus minus 3 month mold in used. For
reach out for talked about then some method at have to appliying. That is
maintenance process with used coating proses and tempering process.
1.PENDAHULUAN
Perkembangan dunia industri saat
ini menuntut terciptanya maksimalisasi penggunaan suatu alat dan mesin untuk
menghasilkan kualitas dan kuantitas suatu produk (dies) yang lebih baik dengan
menekan biaya seminimal mungkin (cost down). Maksimalisasi penggunaan alat dan
mesin tersebut salah satunya adalah pemilihan tahapan proses yang tepat dalam
pembuatan cetakan (dies) sehingga diharapkan dapat menghasilkan dies yang lebih
baik dengan menekan biaya seminimal mungkin (cost down).
Maksimalisasi penggunaan mesin
tersebut salah satunya adalah pembuatan program yang efisien pada mesin-mesin
otomatis sehingga diharapkan dapat menghasilkan dies dalam waktu yang lebih
singkat dan kualitas baik. Untuk
mencapai target tujuan maka perlu dibuat perencanaan ( planning ) kegiatan yang bagus. Dan seorang PPIC dituntut untuk
melakukan improvement-improvement dalam metode pembuatan planning ( master
planning ), penjadwalan ( scheduling ), perencanaan dan pengendian persediaan (
inventory planning & control ), pengawasan & pengendalian ( controlling
), dan organizing tanpa mengesampingkan cost yang dibutuhkan.
Untuk mencapai tuntutan tersebut
penulis akan melakukan beberapa langkah / metode dalam hal ini production
planning & inventory control dalam pembuatan dies casting.
2 2.LANDASAN TEORI
2 2.1 Proses Engineering Dalam Pembuatan dies
Dalam pembuatan
dies ada tahapan proses yang harus dijalankan yaitu meliputi proses drawing 2D
sampai dengan proses trial casting adapun proses tersebut akan dijabarkan
sebagai berikut :
Gambar 2.1. Flow proses pembuatan mold ( Ref Company profil PT Y Hal 29
)
2 2.2 Perencanaan Dan Pengendalian Produksi
Perencanaan dan
pengendalian produksi diterjemahkan dari istilah production planning and
control.merupakan activitas manajemen produksi / industri yang bertujuan
untuk merencanakan ( plan ) dan mengendalikan ( control ) aliran material (
khususnya bahan baku ) yang masuk, melalui berbagai
tahapan proses, dan
kemudian keluar dari pabrik.

Dalam proses manajemen produksi /
industri, aktivitas perencanaan dan penendalian produksi akan
merupakan langkah
manajemen yang sangat penting terutama untuk menjaga kelancaran aliran
material
dari saat awal sampai dengan akhir produksi, dalam kaitan ini fungsi-fungsi
perencanaan dan
pengendalian produksi dapat dijabarkan secara sistematis
sebagai berikut :
a a. Fungsi
peramalan (forecasting). Fungsi ini akan membuat
ramalan kebutuhan (demand) dari
produk yang harus dibuat yang dinyatakan
dalam kuantitas (jumlah) produk sebagai fungsi dari
waktu.
Peramalan dilakukan
dalam jangka panjang ( long term ), jangka menengah (medium term), dan
jangka
pendek ( short term ). Estimasi yang berkaitan dengan pertanyaan (1) what will be demanded,
(2) how many, dan (3) when it should be supplied? Monitoring peramalan sangat diperlukan
dengan
jalan melakukan perbandingan antara kebutuhan yang diramalkan dengan
yang senyatanya. Untuk itu
bisa segera dilakukan tindak koreksi terhadap
kebutuhan yang diramalkan.
b. Fungsi
Perencanaan Produksi (
Aggregate Production Planning ).
Seperti halnya dengan
peramalan kebutuhan, maka perencanaan produksi juga dibuat
dalam jangka panjang,menengah dan
pendek. Perencanaan produksi dibuat dengan
memperhatikan berbagai macam alternative produksi
yang didasarkan pada
kapasitas internal yang dimiliki (sub-kontrak, inventory, overtime dan regular)
untuk bisa menghasilkan strategi ber-produksi yang optimal. Singkatnya semua
sumber daya produktif
harus dialokasikan dan selalu siap tersedia untuk
memenuhi rencana produksi berdasarkan peramalan
kebutuhan yang dibuat.
c. Fungsi
Perencanaan Dan Pengendalian Persedian ( Inventory
Planning & Control ).
Merupakan
fungsi perencanaan dan pengendalian persediaan, terutama yang
berkaitan dengan persediaan bahan
aku (material) baik yang berupa material
langsung, ataupun tidak langsung, (spare-parts, supplies, finished good, dll)
dalam jumlah yang optimal untuk menjaga kelancaran proses operasional.
Spesifikasi dari system dan prosedur persediaan meliputi (1) macam / system
pengorderan, (2) jumlah
atau besar order setiap kali dibuat, dan (3) ada
tidaknya safety atau buffer stock. Karena persediaan
merupakan “ the hidden cost “ maka
diperlukan analisa perhitungan yang seksama agar bisa
ditetapkan level
persediaan yang ekonomis.
d. Fungsi
Penjadwalan Produksi / Operasional ( Operation
Scheduling ). Proses
untuk membuat
perencanaan produksi
agregat menjadi lebih berjalan mulus. Dalam hal ini proses produksi dijadwalkan
d alam skala waktu yang singkat / pendek ( minggu, hari ataupun jam ) untuk
memenuhi permintaan
( (demand) akan produk.
f. e. Fungsi Pengendalian Performans
( performance control ).
Meliputi fungsi pengendalian kualitas
produk maupun proses, perawatan untuk
menjaga keandalan kinerja dari system produksi.
Pengendalian biaya (budget)
dll. Merupakan tindakan (action) konkrit dari fungsi perencanaan dan
pengendalian produksi yang akan berfungsi “progress
control” yaitu untuk memberikan umpan balik
(feed back) dan tidak koreksi
terhadap penyimpangan yang terjadi bilamana perlu dilakukan
perencanaan ulang
(replanning) kembali.
2 2.3 Analisa Titik Pulang Pokok ( Break Even
Analysis )
Analisa Titik Pulang Pokok (B.E. Analisys)
merupakan analisis ekonomi yang umum diaplikasikan
dalam proses pengambilan
keputusan. Dengan analisys ini, maka keputusan mengenai berapa volume
produksi
harus dibuat agar suatu operasi produksi tetap menguntungkan akan bisa
ditetapkan.
Analisys dibuat dengan mempertimbangkan unit-unit biaya tetap (fixed cost), biaya variable dan harga
(price) per unit produknya.dengan
analisis titik pulang pokok ini, maka dengan cepat manajemen
industri akan
dapat menganilisis dan mengevaluasi tentang bagaimana pengaruh perubahan volume
produksi / penjualan terhadap besarnya keuntungan yang bisa diperoleh. Perlu
diketahui disini,
analisis ini dilaksanakan dengan mangabaikan hal-hal seperti
:
· Kondisi
masa yang akan datang yang berkaitan dengan perubahan tingkat kebutuhan yang
serba pasti.
· Nilai
uang tidak akan berubah seiring dengan periode waktu berjalan (time value of money).
B.E analisis akan
dapat dievaluasi dengan cepat dan sistematis dengan cara
mengambarkanya.
Dalam bentuk peta (break – even chart)seperti contoh berikut
ini :

Gambar 2.15. Peta Ulang Pokok (Break Even
Chart
Catatan :
S B.X :
Menggambarkan Jumlah / volume produk (N) yang dihasilkan atau
dijual. Selain itu juga
bisa digunakan untuk menunjukan % kapasitas pendayagunaan
dari
fasilitas produksi.
NB :
Jumlah / volume produk yang menyebabkan terjadinya titik pulang pokok.
S b.Y :
Menggambarkan besarnya biaya (cost) atau penerimaan (revens) untuk berbagai jumlah /
output produk.
BEP :
Titik pulang pokok yaitu titik yang menunjukkan kondisi impas,
dimana pada jumlah / volume
produksi sebesar NB terjadi keadaan
total biaya = total
penerimaan
Bilamana : TC > TR – Rugi (Loss)
TC <
TR – Untung (Profit)
Untuk
melakukan analisis perhitungan, maka hal tersebut bisa dilihat dari
hubungan-hubungan berikut
ini :
Untung
(profit) atau rugi (loss) = Total penerimaan – Total biaya
Atau
: Z = TR – TC
Bilamana
Z harganya positif atau TR > TC kondisi yang menguntungkan (profit) yang
akan dijumpai. Sebaliknya bila Z negative atau TR < TC kerugian (loss) yang
terjadi. Pada kondisi pulang pokok
(break-even), maka disini berlaku Z = TR =
TC, sehingga berawal dari hubungan ini bisa dilakukan
analisis lebih lanjut
sebagai berikut :

Dengan sedikit modifikasi maka
formulasi diatas dapat dibuat sebagai berikut :

P Perbedaan
/ selisih antara P – V disebut dengan istilah “ contribution per unit of
out put “. Dari
analisis B.E dijumpai adanya asumsi dan batasan antara
sebagai berikut :
a . Harga
jual per unit produk (unit price) atau P akan selalu konstan, tidak perduli berapapun jumlah
unit
output yang bisa terjual. Dalam kondisi yang nyata, unit price ini
akan tergantung pada hukum
supply-demand yang ada.
b . Biaya
variable per unit out put (V) juga dianggap konstan tidak perduli berapapun jumlah unit
output
yang dijual, disini tidak dikenal adanya potongan harga (discount
price).
c . Asumsi
nilai P dan V yang konstan memberikan asumsi baru yaitu semua yang berhubungan
dengan biaya
(cost) akan linier.
d . Analisa
B.E hanya bisa diaplikasikan untuk menganalisa fasilitas produksi yang
menghasilkan produk
atas jasa tunggal (single output).
Selanjutnya
berdasarkan peta pulang pokok ( B.E.
Chart ) manajemen industry akan dapat menjawab
beberapa pertanyaan-pertanyaan
yang berhubungan dengan telah ditetapkanya jumlah / volume
produk yang
mengakibatkan kondisi pulang pokok terjadi (NB).
3 3. ANALISA TERJADINYA MASALAH
Dalam
bab ini penulis akan menjabarkan pokok permasalahan yang terjadi di PT Y
sehingga muncul
ide untuk memperbaiki system yang terjadi khususnya dalam pembuatan
pijakan kaki jenis KWBA,
selama ini dies yang digunakan untuk
memproduksi pijakan kaki KWBA adalah buatan dari PT Yung Maun dari Taiwan
karena harga dies yang begitu mahal dan proses pengiriman (delivery) yang
begitu
lama sekitar 3 bulan maka penulis selaku bagian engineering di PT Y
berinisiatif akan membuat dies
tersebut dengan improvement system yang berjalan
selama ini sehingga akan diperoleh menurunkan
cost yang dikeluarkan PT Y dan
akan menghasilkan kualitas produk yang sesuai dengan PT Yung
Maun Taiwan.
Gambar.3.11 Sample Part Pijakan Kaki Jenis KWBA.
3.1.
Forecasting Dan Purchase Order
Purchase
Order ( PO ) untuk step braket KWBA cukup tinggi yaitu kurang lebih ± 927.153
dalam 1
tahun atau sekitar 77.263 / bulan. Sehingga dibutuhkan sekitar 9 dies
dengan asumsi Life time 1 dies
bisa sampai 100 ribu shot. Total untuk kebutuhan
produksi di PT Y tahun 2009 adalah 155.811.588
part dan dibutuhkan sekitar 165
dies. dengan kebutuhan dies sebanyak itu maka engineering dept
selaku pembuat
dies inhouse di PT Y dituntut untuk menurunkan cost sekaligus improvement
sehingga akan menghasilkan cost down yang cukup besar dengan salah satunya
adalah step braket
jenis KWBA karena
masih produk baru / new item maka dies tersebut adalah salah satu tujuan dari
penulis untuk melakukan improvement. Berikut data Purchase Order PT Y berikut
supplier-suplier
yang membuat dies tersebut sehingga akan tercapai persentase
seberapa besar cost down
yang diperoleh jika dies tersebut dikerjakan di
engineering dept.


Gambar.3.12 Forecast Part Pijakan Kaki Jenis KWBA Di PT Y.

Gambar.3.13 Persentase Forecast Pembuatan Cetakan Di PT Y.
Total kebutuhan die PT Y untuk
tahun 2009 adalah 194 dies yang masing-masing di suplierkan ke PT Yung Maun 71
dies, PT Gine Lee 17 dies, PT BMT 33 dies, PT GIGA 6 dies dan Engineering Dept
67 Die. disini engineering dept dituntut untuk cost down perusahaan sebesar 67
die atau 34.54 persent.
Melihat kondisi diatas penulis selaku PPIC di
engineering dept harus melakukan improvement supaya
target yang dituntut
perusahaan bisa tercapai.

Gambar.3.14 Total Pembuatan Cetakan Pijakan Di PT Y.
akan dikerjakan pada bulan jan 11 set , feb 10 set, mar 10 set,
apr 7 set, may 7 set, jun 4 set, jul 7 set,
agust 4 set, sept 4 set, oct 3 set.
Jika target yang diplanning tidak sesuai schedule maka produksi akan
off line
maka dari itu pembuatan schedule harus seksama dan pengontrolan harus bagus
untuk menjaga
agar planning tidak meleset.

Gambar.3.15 Total Pembuatan Cetakan Pijakan Kaki Jenis KWBA Di PT Y
Pengirimaan dies dari supplier
dalam bentuk kondisi ok atau massprod sangat penting untuk
kelangsungan
produksi, jika terlambat dalam pengiriman dies maka produksi akan off line
sehingga
tidak bisa mengirim barang ke customer. Efek yang ditimbulkan jika
sampai terlambat mengirim
barang maka akan hilang kepercayaan dari customer
sehingga akan mengurangi purchase order maka
perusahaan akan rugi dalam jumlah
yang sangat besar, maka dari itu seksi repair maintenance die atau
(RMD)selaku yang bertanggung jawab penuh atas ketersedianya die harus bisa
memplanning kapan
dies akan turun,
life time habis sehingga dies
yang baru datang, maka produksi akan tetap berlangsung.
Untuk pembuatan schedule pijakan
kaki KWBA sendiri adalah untuk bulan januari 4 set, bulan mei 2
set dan juni 2
set. Dengan pertimbangan pada bulan januari die yang tersisa tahun 2008 akan
habis
(crack) sehingga untuk mengganti dies tersebut dan agar produksi tetap
berjalan maka dibutuhkan
sekitar 8 set selama 1 tahun. Jika order ke suplier
dibutuhkan waktu sekitar 3 bulan untuk pengerjaan dies sehingga akan menghambat
jalannya produksi.

Gambar.3.16 Order Pijakan Kaki Jenis KWBA Di Suplier.
4.
PEMBAHASAN
Dengan adanya target delivery dan cost down mengenai
project pijakan kaki jenis KWBA dari management perusahaan maka penulis sebagai
pembuat planning dan sekaligus project leader maka penulis membuat suatu
improvement system yang berjalan selama ini yang nantinya bertujuan untuk cost
down perusahaan mengenai pembuatan cetakan kaki jenis KWBA yaitu cost lebih
rendah dari harga supplier.
Beberapa system yang akan penulis
improve adalah mengenai pengontrolan
schedule proses dan metode proses yang diharapkan bisa sesuai planning
sehingga bisa cost down proses dan membuang lost time proses.selama ini proses
yang berjalan adalah dalam pembuatan dies / cetakan ditargetkan dalam waktu 3
bulan dies / cetakan harus massprod sehingga tidak memperhitungkan cost yang
dikeluarkan waktu pembuatan dies tersebut.
Tabel
4.7 Network Diagram Proses Pembuatan Cetakan Pijakan Kaki Jenis KWBA

Tabel
4.7 Waktu Proses Pembuatan Cetakan Pijakan Kaki Jenis KWBA

Tabel 4.13 Analisa Biaya Tetap

Biaya tetap terdiri dari biaya
tenaga kerja langsung, biaya utility penunjang, biaya over head, dan biaya
depresiasi, sehingga total biaya tetap untuk proses pembuatan cetakan pijakan
kaki di PT Y adalah Rp 759,298,500 / tahun
Tabel 4.19 Estimasi Biaya Variable

Dari table diatas diketahui total
biaya variable proses pembuatan cetakan pijakan kaki jenis KWBA di PT Y adalah
Rp. 150.322.981,- dengan waktu yang dibutuhkan 44 hari ( 6 minggu ).
4.1. Analisa Titik Pulang Pokok ( Break Even
Analisis )
Dari survey pasar diketahui harga
beli cetakan pijakan kaki jenis KWBA adalah Rp 163.800.000,- dengan waktu yang
dibutuhkan 3 bulan sedangkan jika dibuat in house estimasi harga sekitar Rp.
150.322.981 dengan waktu yang dibutuhkan sekitar 6 minggu. Sehingga dapat
diasumsikan harga percepatan proyek per minggu adalah :
Percepatan
Proyek = Harga / Waktu
=
163.800.000,- / 3 Bulan
= 13.650.000,- / minggu
Jika
waktu yang dibutuhkan adalah 12 minggu maka harga terbarunya adalah :
Harga
( waktu 12 minggu ) = Harga Awal + Biaya percepatan
= Rp 163.800.000,- + ( 3 X 13.650.000 )
= Rp 204.750.000,-
Dari
data diatas dapat diketahui jumlah out put produksi pulang pokok menggunakan
rumus sebagai berikut

Untuk
melakukan analisis perhitungan biaya, maka hal tersebut bisa diliat dari
hubungan sebagai berikut ini :
Untung ( Profit ) atau rugi ( loss ) = Total Penerimaan – Total Biaya
Atau, Z = TR - TC
Bilaman
Z harganya positif atau TR > TC kondisi yang mengguntungkan ( profit ) yang
akan dijumpai. Sebaliknya bila Z negative atau TR < TC kerugian (loss) yang
terjadi.
Dalam setahun PT Y membutuhkan
cetakan pijakan kaki sebanyak 14 set cetakan sehingga total penerimaan dari
penjualan
TR
= 14 X Rp 204.750.000,-
= 2.866.500.000,-
Dari
data diatas dapat diketahui total biaya pembuatan cetakan pijakan dengan
menggunakan formulasi sebagai berikut
TC
= TFC + V = 759.298.500,- + ( 14 X Rp. 150.322.981
= 2.568.898.500
Dari data diatas dapat diketahui bahwa
dalam pembuatan cetakan pijakan kaki jenis KWBA di PT Y mengalami keuntungan (
profit ) karena TR > TC. Adapun keuntungan yang diperoleh adalah
Z
= TR – TC
= Rp 2.866.500.000 – Rp 2.568.898.500
= Rp 297.601.500,-
Keuntungan
tersebut masih dipotong dengan pajak penghasilan ( PPN ) sebesar 10% sehingga
keuntungan bersih ( net profit ) adalah
Net
Profit = Rp. 297.601.500 – ( 10% X Rp 297.601.500 )
= Rp 297.601.500 – 29.706.150
= Rp. 267.841.35
5. KESIMPULAN
Dapat
disimpulkan bahwa pembuatan pembuatan model baru cetakan pijakan kaki jenis
KWBA dengan kapasitas 650 ton layak dilaksanakan karena mencapai tujuan yang
ditargetkan penulis
yaitu adalah sebagai berikut :
1 1. Pengontrolan delivery atau
pengiriman
Pengiriman cetakan ok jika
pembelian cetakan di supplier dalam hal ini PT Yung Maun Taiwan adalah standart
3 bulan, jika pembuatan cetakan pijakan kaki jenis KWBA dilakukan
di
engineering department adalah 65 hari atau 2.5 bulan kesimpulanya lebih cepat
0.5 bulan dari suplier
2 2. Pengontrolan cost atau biaya
proses
Cost
yang dikeluarkan
PT CHN jika cetakan pijakan kaki jenis KWBA di lakukan di supplier adalah Rp
163.800.000,- jika pembuatan dilakukan di engineering department adalah
Rp 108.352.981,- kesimpulanya cost yang dikeluarkan untuk pembuatan cetakan
pijakan kaki jenis KWBA adalah untung karena biaya pembuatan di engineering
department lebih rendah
dari harga suplier
3 3. Pengontrolan life time dies atau cetakan
Dari data yang diperoleh penulis
rata-rata umur life time dies atau cetakan pijakan kaki jenis
KWBA setelah dilakukan maintenance adalah lebih dari 100 ribu shot kesimpulanya
umur cetakan lebih lama jika dilakukan maintenance di engineering departmen.
DAFTAR PUSTAKA
[1].
Ir
Arman Hakim Nasution, M Eng, “Manajemen Industri” , Andi Yogyakarta 2007
[2].
Sritomo
Wignjosoebroto, Pengantar Teknik & Manajemen Industri, Institut Sepuluh
November, 2006
[3].
Sam bodho
Sumani, Ekonomi & Manajemen Teknik, Graha Ilmu, 2009
Studi Kelayakan Investasi Genset 365 kVA Sebagai
Peralatan Sewa di PT. XYZ
Ibnu Nurman
Siswantoro [1]
Rudy
Yulianto[2]
[1]. Mahasiwa Jurusan Teknik Mesin Konsentrasi Mesin
Industri FTI-UJ
[2]. Dosen Tetap Jurusan Teknik Mesin FTI-Uj
Abstrak
Kegiatan investasi sangat penting peranannya dalam suatu
perusahaan. Kegiatan ini
membutuhkan modal yang cukup besar, karena itu setiap akan dilakukan investasi
maka perlu dilakukan studi kelayakan untuk dapat memberikan masukan kepada para
pengambil keputusan pada suatu perusahaan
apakah suatu proyek investasi itu layak atau tidak untuk dapat
dijalankan.
Dalam menganalisis layak atau tidaknya suatu investasi
maka dapat di gunakan beberapa metode. Metode - Metode yang dapat digunakan
antara lain : Metode Periode Pengembalian / Payback Period.(PP), Metode Nilai
Sekarang Bersih (NSB) / Net Present Value (NPV), Metode Tingkat Pengembalian
Internal / Internal Rate of Return Analysis (IRR), Metode Rasio Manfaat - Biaya (RMB) / Benefit
Cost Ratio Analysis dan Metode Titik Impas / Break Even Point (BEP).
Abstract
Investment is a vital activity
in a company. This activity require big capital, therefore before investment decision is taken, feasibility
study is need to be done so it can give input to decision maker of a company whether
an investment is proper or not to be run.
In analyzing an
investment we can use several methods. Those method are : Payback Period (PP), Net
Present Value (NPV), Internal Rate of Return analysis (IRR), Benefit Cost Ratio
analysis and Break Even Point (BEP).
1. Latar
Belakang
PT. XYZ merupakan salah satu penyedia daya listrik
terutama dalam penyewaan diesel genset. Diesel genset ini diperlukan oleh
berbagai macam industri baik sebagai sumber energi listrik utama maupun sebagai
sumber energi listrik cadangan apabila sumber energi listrik dari PT. PLN
mengalami gangguan/ pemadaman.
Persaingan usaha dibidang
penyewaan genset sangat ketat , oleh sebab itu PT. XYZ dituntut untuk dapat
sebanyak mungkin memenangkan persaingan. Pelayanan, kualitas dan kehandalan
genset yang disewakan merupakan suatu keharusan yang harus dipenuhi agar dapat
memuaskan pelanggan.
2. Permasalahan
Permasalahan yang
dihadapi perusahaan saat ini adalah adanya sebagian besar jumlah genset yang
memiliki unjuk kerja / performace
yang sudah menurun, terutama untuk genset Caterpillar tipe 3406 TA 365 kVA. Untuk
dapat memberikan pelayanan yang memuaskan bagi pelanggan, perusahaan
merencanakan untuk melakukan investasi genset 365 kVA sehubungan dengan adanya
permintaan salah satu pelanggan PT. XYZ yang ingin menyewa genset tersebut.
PT.
XYZ mempunyai rencana untuk melakukan kegiatan investasi genset CAT 3406 TA, 365
kVA yang akan disewakan kepada salah satu pelanggan PT. XYZ berkenaan dengan adanya suatu proyek di lokasi
pelanggan tersebut. Kegiatan investasi ini dilakukan sesuai dengan keinginan
pelanggan yang ingin menyewa genset dengan unjuk kerja yang baik dan minimal
tahun pembuatan tahun 2007. PT. XYZ memiliki genset 365 kVA yang sudah berumur lebih
dari lima
2.1 Definisi
Investasi
Investasi
atau penanaman modal dapat diartikan sebagai pengeluaran atau pembelanjaan
penanaman modal perusahaan untuk membeli barang-barang modal dan
perlengkapan-perlengkapan untuk menambah kemampuan memproduksi barang-barang
dan jasa-jasa yang tersedia dalam perekonomian. Sedangkan menurut Van Horne
(1998: 6) Investasi adalah arus pengeluaran kas pada saat ini dengan tujuan
menghasilkan keuntungan dimasa yang akan datang.
2.2 Penggolongan
Investasi
Dalam
prakteknya, dalam usaha untuk mencatat nilai penanaman modal yang dilakukan
dalam suatu tahun tertentu, yang digolongkan sebagai investasi (atau
pembentukan modal atau penanaman modal) meliputi pengeluaran/ perbelanjaan yang
berikut:
1. Pembelian berbagai jenis barang modal.
2. Perbelanjaan untuk membangun rumah tempat tinggal, bangunan
kantor, bangunan pabrik dan bangunan-bangunan lainnya.
3. Pertambahan nilai stok barang-barang yang belum terjual, bahan
mentah dan barang yang masih dalam proses produksi pada akhir tahun
penghitungan pendapatan nasional.
2.3
Faktor-faktor Penentu
Tingkat Investasi
a.
Tingkat suku bunga
b.
Tingkat keuntungan perusahaan
c Perkiraan kondisi ekonomi dimasa yang akan
datang
2.4
Studi Kelayakan
Menurut H.M. Yacob
Ibrahim (2003:1), Studi Kelayakan Bisnis adalah kegiatan untuk menilai sejauh
mana manfaat yang dapat diperoleh dalam mengikuti kegiatan usaha/proyek. Tujuan
dilakukannya studi kelayakan terhadap investasi adalah untuk menghindari
kesalahan penanaman modal yang terlalu besar, untuk kegiatan yang ternyata
tidak menguntungkan (Husnan dan Suwarsono, 2000:7).
2.5
Aspek-aspek Dalam Studi
Kelayakan
a.
Aspek Pasar
b.
Aspek Teknis
c.
Aspek Sosial, Ekonomi dan Budaya pemerataan kesempatan kerja
terhadap masyarakat sekitar.
d.
Aspek Lingkungan.
e.
Aspek Keuangan / Finansial
2.6
Alat-Alat Pendukung
Penilaian Kelayakan Finansial Investasi
a.
Aliran Kas
b.
Penyusutan atau
Depresiasi
1.Metode
garis lurus (straight-line method)
2.Metode pembebanan yang
menurun
a. Metode jumlah angka tahun (sum of year digit method)
b.Metode saldo menurun (declining balance method)
c.
Unsur Pajak
Metode Penilaian Kelayakan Investasi :
a.
Metode Periode Pengembalian (PP)/ Payback Period.
Payback period adalah waktu yang dibutuhkan agar jumlah
penerimaan sama dengan jumlah investasi / biaya.
Kriteria penilaian yang terdapat
dalam metode payback period adalah:
-
Investasi akan diterima apabila PP lebih pendek daripada
PP yang disyaratkan.
-
Investasi akan ditolak apabila PP lebih panjang daripada
PP yang disyaratkan.
b.
Metode Nilai Sekarang Bersih (NSB)/ Net Present Value (NPV).
Husein Umar (2005:200)
mendefinisikan Nilai Sekarang Bersih sebagai
berikut: ”Nilai Sekarang Bersih yaitu selisih antara Nilai Sekarang dari
investasi dengan Nilai Sekarang dari penerimaan-penerimaan kas bersih (aliran
kas operasional maupun kas terminal) dimasa yang akan datang”. Formula Nilai
Sekarang Bersih / Net Present Value (NPV)
oleh Keown (2005:311)

(2-1)
Dimana :
NPV = Net
Present Value / Nilai Sekarang bersih
=Arus kas tahunan setelah pajak pada
periode t
k =Tingkat diskonto atau
tingkat pengembalian yang disyaratkan (suku bunga / discount rate)
= Pengeluaran kas awal
n =Usia proyek yang
diharapkan
Kriteria penilaian dalam
metode Nilai Sekarang bersih (NSB)
-
Jika NSB > 0, Maka investasi dapat diterima (layak)
-
Jika NSB < 0, Maka investasi ditolak (tidak layak)
c. Metode Tingkat Pengembalian Intenal/ Internal Rate Of Return Analysis.
DeGarmo
(1999:147) menyatakan metode tingkat pengembalian internal adalah metode
tingkat pengembalian yang paling luas digunakan untuk menjalankan analisis
ekonomi teknik.
Formula Internal
Rate of Return (IRR) oleh DeGarmo (1999:147)
 (2-3)
(2-3)
Dimana :
PW = Present Worth (Nilai
Sekarang)
Rk = Penghasilan netto
untuk tahun ke – k
Ek = Pengeluaran netto termasuk biaya investasi
untuk tahun ke - k
n = Umur proyek
i = Tingkat pengembalian internal proyek (IRR)
d.
Metode Rasio Manfaat- Biaya/ Benefit-Cost Ratio Analysis.
Metode ini merupakan perbandingan antara nilai ekivalen manfaat dengan
nilai ekivalen biaya. Rasio Manfaat Biaya dirumuskan sebagi berikut:
RMB = Nilai Sekarang Manfaat/Nilai Sekarang Biaya
atau
RMB = Nilai Tahunan Manfaat/Nilai Tahunan Biaya
Kriteria penilaian dalam
metode Rasio Manfaat – Biaya
-
Jika RMB > 1, Maka investasi dapat diterima (layak)
-
Jika RMB < 1, Maka investasi ditolak (tidak layak)
3.1 Biaya Investasi
Awal
Biaya investasi awal yang akan
dikeluarkan oleh PT. XYZ adalah sebagai berikut :
Tabel 3.1
Biaya Investasi Awal
Kurs 1 US $ = Rp 9.463 (Kurs Bank Indonesia 2
Desember 2009)

3.2 Depresiasi
Depresiasi
untuk Investasi ini adalah
- Biaya Investasi (B) = Rp
784.040.000
- Nilai Sisa / Salvage Value (SV) = 20% x Biaya Investasi = 20% x Rp 784.080.000,- = Rp 156.808.000,-
- Jumlah Tahun (N) = 5 Tahun
- Depresiasi (D) per Tahun :

3.3 Harga Sewa
Harga sewa pertahun untuk tahun 2009 adalah Rp 400.000.000 pertahun. Untuk tahun berikutnya harga sewa
tersebut akan diberikan kenaikan sebesar 10% per tahun.
3.4
Biaya Administrasi dan
Gaji Manajemen Umum
Biaya
adminstrasi dan gaji manajemen umum adalah biaya untuk administrasi dan gaji
manajemen. Setiap pendapatan proyek dikenakan biaya administrasi dan gaji
manajemen umum sebesar 5%.
3.5 Biaya
Instalasi
Biaya Instalasi adalah biaya yang muncul pada setiap
genset yang akan di install di lokasi
pelanggan.yaitu srbesar Rp 4.900.000.
3.6 Biaya Tunjangan Harian Operator Genset
Biaya tunjangan harian
operator adalah biaya tunjangan yang diberikan kepada operator yang
mengoperasikan genset yang bertugas di lokasi Pelanggan yang menyewa Genset PT.
XYZ, sedangkan biaya akomodasi ditanggung oleh pelanggan jika lokasi pelanggan
diluar kota Jakarta. Biaya untuk 2 orang operator sebesar Rp 25.550.000 per
bulan.
Biaya kenaikan tunjangan harian
untuk operator yang mengoperasikan genset adalah 8% pertahun.
3.7 Biaya
Perawatan Genset
Genset yang dioperasikan
membutuhkan perawatan berkala. Biaya perawatan per jam untuk Genset 365 kVA
untuk tahun 2009 adalah Rp. 40.000.000. Biaya kenaikan perawatan per jam genset
365 kVA adalah 10% pertahun.
3.8 Bunga / Interest
PT. XYZ akan meminjam investasi awal sebesar Rp
784.040.000 dengan bunga sebesar 6.5% (sesuai dengan suku bunga Bank Indonesia
per tanggal 1 Desember 2009) selama 5 tahun dengan pembayaran uang seragam.
4.1
Aliran Dana / Cash
Flow
Keuntungan suatu kegiatan usaha ditentukan oleh aliran
dana / cash flow yang dapat
dihasilkan kegiatan tersebut, sedangkan
profitabilitas suatu rencana ditentukan oleh perkiraan aliran dananya. Aliran
dana tersebut menyatakan jumlah pemasukan tunai dan jumlah biaya tunai dari
suatu rencana investasi. Aliran Dana disusun dengan memperhatikan semua elemen
pemasukan tunai (cash income) dan
semua elemen biaya tunai (cash cost)
pada setiap periode selama umur investasi tersebut.
4.2
Perhitungan dengan Metode
– metode Penilaian Kelayakan Investasi.
4.2.1
Metode Periode Pengembalian / Payback Period
Payback
period adalah waktu yang dibutuhkan
agar jumlah penerimaan sama dengan jumlah investasi / biaya. Metode mengabaikan
konsep nilai waktu dari uang dan konsekuensi ekonomi setelah periode
pengembalian diabaikan.
Berdasarkan
hasil penelitian didapatkan periode pengembalian (PP) sebesar 3.51 tshun. Perusahaan mensyaratkan
investasi kembali dalam jangka waktu maksimal 5 tahun. Berdasarkan hasil
perhitungan, periode pengembalian adalah 3,51 tahun. Hal ini berarti periode
pengembalian lebih pendek dari yang disyaratkan dan layak untuk diterima.
4.2.2 Metode Nilai Sekarang Bersih /
Net Present Value
Metode nilai sekarang bersih adalah metode yang digunakan
untuk menentukan nilai ekivalen pada saat ini dari aliran dana pendapatan dan
pengeluaran. Metode nilai sekarang bersih membandingkan selisih antara nilai
sekarang arus kas tahunan dan pengeluaran.
Dari
hasil penelitian, Nilai Sekarang Bersih / Net
Present Value (NPV) bernilai positif yaitu sebesar Rp 282.459.893, oleh
karena itu maka usulan invesasi layak diterima.
4.2.3
Metode Internal
Rate of Return (IRR)
Metode Internal
Rate of Return menghitung tingkat bunga yang akan menyebabkan nilai
ekivalen biaya atau investasi sama dengan nilai ekivalen penerimaan. Perhitungan IRR ini
dilakukan dengan usaha coba coba (trial
and error)
Berdasarkan hasil perhitungan didapatkan Internal Rate of Return sebesar 17,72%.
Hal ini berarti investasi mesin layak untuk di jalankankarena IRR lebih besar dari cost of capital
sebesar 6,5 %
4.2.4 Metode Rasio Manfaat – Biaya/ Benefit Cost Ratio
Metode rasio manfaat –
biaya menghitung perbandingan antara nilai sekarang penerimaan kas dengan nilai
sekarang investasi.
RMB = Nilai Sekarang Manfaat/Nilai Sekarang Biaya
Hasil perhitungan rasio manfaat - biaya lebih besar
dari 1 yaitu 1,02 maka investasi layak untuk dijalankan.
4.2.5
Metode Titik Impas / Break Even Point
Formula Break Even Point oleh Rita Nurmalita (2009:91)

Dimana :
FC = Biaya
tetap / fixed Cost
P =
Harga perbulan
V = Biaya tidak tetap / Variable cost perbulan
Dari hasil penelitian didapatkan besaran Titik Impas /
Break Even Point sebesar 39,02 bulan,
dimana nilai BEP lebih kecil dari yang disyaratkan yaitu sebesar 60 bulan, maka
investasi layak di jalankan
5.1 Kesimpulan
PT. XYZ merencanakan untuk melakukan investasi
pembelian genset 365 kVA sehubungan dengan adanya kebutuhan sewa di salah satu
lokasi pelanggan . Berdasarkan perhitungan dengan metode –metode kelayakan investasi, maka
dapat diambil kesimpulan dari segi financial adalah sebagai berikut :
1. Analisis kelayakan
investasi dengan menggunakan metode periode pengembalian dimana dari hasil
perhitungan didapatkan periode pengembalian 3,51 tahun. Periode ini lebih
pendek dari periode yang disayaratkan perusahaan yaitu 5 tahun. Berdasarkan metode
ini maka investasi layak untuk dilaksanakan.
2. Analisis kelayakan
investasi dalam perhitungan Nilai Sekarang Bersih, proyek investasi layak untuk
dilaksanakan, karena didapat nilai NSB positif sebesar Rp 282.459.893
3. Analisis kelayakan
investasi dengan menggunakan analisis Internal
Rate of Return (IRR), untuk investasi ini diperoleh IRR sebesar 17,72 % lebih
besar dari rate of return yang
dikehendaki atau cost of capital-nya 6,5%, maka proyek investasi layak untuk
dilaksanakan.
4. Analisis kelayakan
investasi dengan menggunakan metode Rasio Manfaat - Biaya dimana nilai sekarang
dari arus kas dibandingkan dengan investasi awal hasilnya lebih besar dari 1
yaitu 1,02, maka proyek investasi layak untuk dilaksanakan.
5. Analisis kelayakan
investasi dengan menggunakan metode Break
Even Point mencari suatu titik dimana biaya sama dengan pendapatan dan
didapatkan hasil 39,02 bulan. Hal ini masih dapat diterima, karena masih lebih
pendek dari periode yang disyaratkan yaitu 60 bulan sehingga investasi layak
untuk dilaksanakan
Daftar Pustaka
[1]. Ibrahim, H.M. Yacob. Studi Kelayakan Bisnis, Jakarta: Bineka Cipta, 2003.
[2]. Van
Horne, James C. Financial Management and
Policy, Tenth Edition, New Jersey, Prentice Hall International Inc, 1998
[3]. Nurmalina dkk, Rita. Studi Kelayakan Bisnis, Bogor: Departemen Agribisnis FEM IPB, 2009
[4]. Sutojo, Siswanto. Studi Kelayakan Proyek (Konsep dan Teknik), Jakarta: Pustaka
Binaman Pressindo,1983
[5]. Husnan, Suad. Manajemen Keuangan, Edisi 4, Yogyakarta: BPFE Gajah Mada, 1998
[6]. Umar, Husein. Studi Kelayakan Bisnis, Edisi 3, Jakarta : PT. Gramedia Pustaka Utama,
2005
[7]. DeGarmo, E. Paul. Ekonomi Teknik (Engineering Economy Tenth Edition), Jakarta
Analisa Pengembangan Sistem
Pengeboran dengan menggunakan Drifter sebagai Alat Pengeboran Pada PT.FI
Juniawan
Limbong[1]
Rudy
Yulianto[2]
[1]. Mahasiswa Jurusan Teknik Mesin Konsentrasi
Mesin Industri FTI-UJ
[2]. Dosen Tetap Jurusan Teknik Mesin FTI-UJ
Abstrack
PT.FI is a mining Company which ekspolaration of type of gold-mine
and copper which is located in papua, Indonesia. Company mine this open two
eksplorasio that is in area of open pit (tambang
terbuka) and tunnel;cutting ( mine underground). To support the operational
mine this, Various equipments type mine used [in] the area, accommodated by
requirement and capacities its use.
At drilling mine the underground ( terowongan)
used by a heavy equipments / equipment drilling to make the infrastructure mine
the underground, improve; repairing stone draping and ekploarasi mine itself.
media Or component from
drilling used to do the activity recognized by the name of "
DRIFTER". Is functioning as a means of drilling which is attributed to by Still
drill or steel which its back part is paired by a eye drill.
With the
existence of this Equipments Consumer is very supporting in operational
activity of mine claiming work which retinitis and no desisting. Slain Equipments
Quickly, nimble, is easy to used also agronomis in treatment expense mine.
Drifter is development appliance from drilling.
Kata kunci : Drifter adalah alat
pengembangan pengeboran.
1.
Pendahuluan
Seiring
dalam perkembangan dunia pertambangan di butuhkan kemajuan teknologi
guna menunjang produktifitas produksi dalam suatu perusahaan. Dalam hal ini banyak peralatan ataupun unit
equipment yg di pergunakan dalam proses pengeboran. Pengeboran adalah Sistem
pengambilan material baik berupa cairan, gas, bebatuan dari dalam tanah atau
perut bumi.
Perusahan Pertambangan Pengeboran pada PT.FI membuka
dua tempat ekspolarasinya yaitu tambang terbuka (Open Pit) dan tambang bawah
tanah (Toworongan). Pada kedua tempat tersebut mempunyai kandungan tambang yang
konsentrat kadar yang berbeda. Dimana hasil bebatuan tambang tergantung kadar
grade yang terkandung didalamnya. Untuk mengambil hasil bebatuan atau kandungan
tambang yang berada pada kedalaman tertentu harus dilakukan dengan cara
pengeboran dimana terlebih dahulu membuka jalur/jalan dan infrastruktur tambang
untuk mempermudah dan menunjang aktifitas/kegiatan dalam proses penambangan.
Sebelum Pada Awalnya Perusahan tambang di PT.FI menggunakan mesin peralatan
tambang yang manual yang dikenal dengan nama “JAG LAG“. Jag lag ini dioperasikan
secara manual dengan menggunakan satu operator dan menggunakan sumber tenaga mekanis
dan Pneumatik (Angin). Dimana cara kerja Peralatan Jag lag ini menggunakan
prinsip kerja impack Percussion sebagai tumbukan yang sumber penggeraknya dari
angin yang dihubungan melalui hose angin. Kekuatan dan Keakuratan pada alat Jag
lag ini sangat terbatas. Dimana seringnya ke tidak tepatan atau kurang
presisinya dalam pembuatan diameter lobang-lobang yang dapat merusak struktrur
bebatuan yang ada disekitar lobang dan membuat pecahan yang besar dalam
pembuatan lobang-lobang pengeboran Sehingga pada saat dilakukan peledakan,
hasil yang diinginkan tdk sesuai dan peledakan tidak tepat dimana bongkahan
bebatuan yang diinginkan kurang banyak bahkan merusak bebatuan yang lainnya
akibat daya ledak yang tidak sempurna. Target yang akan dicapai per meternya
jauh dari yang diharapkan, sehingga menghambat laju produktifitas perusahaan.
Sehingga pada saat ini digunakanlah pengembangan sistem pengeboran dengan
menggunakan DRIFTER sebagai alat pengeboran. Dimana pada Alat Drifter ini juga
bisa diguanakan sebagai alat bantu perbaikan infrastruktur.
Peralatan Berat itu menggunakan dua sumber tenaga
penggerak, yaitu mesin dan listrik dalam menjalankan pengoprasiannya dalam
pertambangan. Dalam pengoperasian dan pengeboraannya, semua menggunakan sytem
hydrolik yang dipadukan dengan listrik dalam menggerakan komponen-komponen
peralatan tersebut.
2.
Tujuan
Penulisan Makalah ini bertujuan mengkaji
dan Melihat Dampak pengaruh yg ditimbulkan dalam pengoprasional proses
produksi, Melihat perbedaan jam kerja operasional Drifter.
Menghitung cost
maintenance akibat operasional jam kerja Drifter, Menganalisa Biaya produksi
yang hilang karena adanya break down akibat pengantian dan perawatan di luar
plan. Memberikan Gambaran beberapa peralatan equipment yang lain pada ruang
lingkup bidang maintenance sehingga ada pembahasan lebih lanjut.
3. Metode
Metode yang digunakan dalam
penulisan ini adalah kaji pustaka dan metode perbandingan. Dimana membadingkan
JAG LAG sebagai sitem pengeboran lama (manual) dengan sistem pengeboran baru
dalam hal ini adalah “DRIFTER”.
3.1 PERBANDINGAN
3.1.1 Perbandingan Antara JAG LAG
dan DRIFTER
Adapun keuntungan dan
kelebihan masing-masing dari sistem pengeboran ini sebagai berikut :
Kelebihan dan Kekurangan dari JAG
LAG adalah :
Keuntungan Jag lag yaitu :
1.
Mudah
dalam Pengeoprasiannya
2.
Biaya
Operasional dan perawatan rendah
3.
Perawatannya
cukup sederhana
4.
Pengoprasionalnya
menggunakan satu operator
5.
Menggunakan
tenaga Angin (pneumatik) sebagai tumbukan / impack.
Kekurangannya Jag lag yaitu :
1.
Tingkat
resiko kecelakaan yang bisa ditimbulkan cukup tinggi
2.
Tingkat
ketelitian dan akurasi pengeboran rendah
3.
Pencapaian
kedalaman pengeboran terbatas
4.
Membutuhkan
waktu 6-7 jam dalam pengeboran
5.
Target
pencapaian dalam pembuatan lobang tidak terpenuhi
Kelebihan dan Kekurangan dari
DRIFTER adalah :
1.
Tingkat
resiko kecelekaan rendah
2.
Tingkat
akurasi dan ketepatan dalam pengeboran lebih
diperhatikan
3.
Menggunakan
2 sumber tenaga, Engine dan Listrik. Dapat melakukan tumbukan (impack) dan
Berputar (rotasi).
4.
Dapat
dioperasikan dalam sudut kemiringan tertentu (300 ,450
)
5.
Dapat
dioperasikan secara Vertikal dan Horizontal
6.
Membutuhkan
2-3 jam dalam pembuatan lobang pengeboran
7.
Pencapaian
target pengeboran dapat tercapai dan terpenuhi
3.1.2 Cara Kerja JAG LAG dan
DRIFTER
Adapun
cara kerja sistem pengeboran JAG LAG yaitu menggunakan tenaga penggerak Angin
dimana dalam komponen JAG LAG angin di mapatkan sehingga terjadi tumbukan
(impack).
Sedangkan
Cara kerja Drifter menggunkan tenaga penggerak Listrik dan Engine. Dimana pada
saat pengeboran dilakukan tenaga listrik yang digunakan untuk memutar motor
listrik, motor listrik memutar pompa hidrolik sehingga oli diteruskan ke
komponen drifter dan menggerakkan piston yang ada di dalam komponen drifter
sehingga piston melakukan tumbukan (impack) sedangkan untuk rotarinya di putar
dengan motor rotasi yang ada dalam komponen drifter tersebut yang telah
dihubungkan dengan poros/shaft ke gear chuck dan memutarkan shank bar /
striking bar yang berhubungan dengan poros/shaft motor rotasi tersebut.
3.1.3 Alur Skematik kerja Hydrolik komponen Drifter

Gambar. 3.2 Alur
Skematik Kerja Hydrolik pada Drifter
Pengetesan :
1.
Hubungkan Drifter (Rock Drill) dengan Skematik bagan yang
ada diatas
2.
Pastikan dengan pengecekan :
· Kondisi
Oli yang ada di dalam tanki
· Posisi
pengontrolan valve berada pada posisi netral
3.
Power pack pada posisi ON ( dijalankan)
4.
Tekan control valve (4) untuk menjalankan percussion
(hammer/tumbukan)
5.
Takan control valve (5) untuk menjalankan rotation
(putaran)
Dapat dijalankan/dioperasikan secara
bergantian.
6.
Pengetesan dapat dilanjutkan sekitar 5 menit secara
berkala.
4. HASIL DAN PEMBAHASAN
4.1 Permasalahan Drifter pada Euipment
Adapun
permasalahan yang sering dijumpai dalam penanganan Drifter adalah sebagai
berikut :
Tabel 4.1 Contoh permasalahan
yang biasa ada pada drifter.
PROBLEM NAME
|
TROUBLE SHOOT
|
REPAIR
|
TOTAL REPAIR
|
||||
TIME
|
FINISH
|
||||||
Low power
|
check pressure n pump
|
10:00
|
12:00
|
2:00
|
|||
Hammer low
|
check pressure hammer n check valve
|
16:30
|
19:00
|
3:30
|
|||
rotation low
|
check pressure rotation n check valve
|
9:00
|
10:00
|
1:00
|
|||
drifter no run
|
check pressure n conection hose
|
13:00
|
13:40
|
1:30
|
|||
drifter not moved
|
check pressure n stiil position
|
8:00
|
10:00
|
2:00
|
|||
drifter slow moved
|
adjust pressure speed
|
14:00
|
14:25
|
0:25
|
|||
4.2. Evaluasi
jam operasional Drifter pada euipment
4.2.1
Evaluasi
Jam kerja pada kondisi normal
Evaluasi
estimate kerja operasional drifter pada saat keadaan bekerja tanpa
masalah/normal kondisi dengan tingkat kerusakan ringan, adalah :
·
Drifter
beroperasi / shift :
8 jam / shift.
·
Pekerjaan
produksi 3 shift :
3 x 8 jam = 24jam / 3shift
·
Berarti
dalam 22 hari / 1bulan :
22 x 24 jam = 528 jam/22 hari
Jika
downtime yang terjadi selama sehari 2 x /shift = 6 x problem
Dengan
estimate kira-kira 2 jam / shiftnya maka : 12 jam.
Tingkat
ketersediaan peralatan drifter adalah :
TK
= Total Operasi peralatan(drifter) / Total operasi drifter + lost time/down
time x 100%
Dimana : TK = 528 / 528 + 12 x 100%
= 97%
Kondisi diatas adalah
menunjukan pada saat waktu keadaan normal dengan tingkat kerusakaan yang masih
dalam batas toleransi yang diperkiraan dapat diselesaikan dengan cepat.
Sehingga tingkat keberhasilannya dapat menunjang KPI ( Kualitas performance
indicator) yang telah ditetapkan oleh pimpinan dan management PT.FI
Akan tetapi actual
yang terjadi di lapangan berbeda yang diharapkan oleh pimpinan dikarenakan
berbagi kendala yang disebabkan, sehingga target yang akan dicapai bersama jauh
dari yang diharapkan.
4.2.2 4.2.2 Evaluasi
Jam Kerja dengan kondisi yang tidak Normal produksi
Evaluasi estimate jam operasional
yang tidak normal dalam hal ini dikarenakan berbagai factor di lapangan seperti
kerusakan yang membutuhkan penanganan yang cukup lama, menunggu part yang tak
tersedia, dan factor non tehknis lainnya.
·
Jam
Kerja Main Power (pekerja) : 10 Jam
·
Pekerjaan
bergilir ( Shift) : 3 x Shift
·
Pengoprasian
Alat /Drifter : 8 Jam / Shift
·
Hari
kerja berlangsung 22 Hari /bulan : 22 x 24 jam = 528 jam
Jika
Down timenya dirata-ratakan terjadi 35 jam dalam 7 hari kerja maka : 35 jam x 7
hari = 245 jam / week.
Sehingga,
untuk performance equipment Drilling tersebut adalah :
TK
= Total Operasi peralatan(drifter) / Total operasi drifter + lost
time/down time x 100%
Dimana
:

Dari contoh kasus permasalahan
diatas ini, dapat ditarik kesimpulan hasil total operasional kinerja drifter
sebesar 68,3 % tidak masuk dalam KPI ( kualitas performance indicator) dalam
kurung waktu sebulan. Hal ini dapat kita
lihat dari besarnya lost time / down time yang terjadi pada alat tersebut.
Sehingga dapat disimpulkan, makin besar lost time / down time yang terjadi maka
makin kecil presentasi atau performance yang dicapai
5. Penutup
5.1. Kesimpulan
1. Jam Kerja Main Power (pekerja) : 10 Jam
2. Pekerjaan bergilir ( Shift) : 3 x Shift
3. Pengoprasian Alat /Drifter : 8 Jam / Shift
4. Hari kerja berlangsung 22 Hari /bulan : 22 x 24 jam = 528 jam
Jika Down timenya dirata-ratakan terjadi 35 jam dalam 7 hari kerja maka : 35 jam x 7 hari = 245 jam / week.
5. TK = Total Operasi peralatan(drifter) = 68,3%
5.2. Saran
1. Sistem pemiliharaan dan perbaikan
peralatan ini belum terlaksana secara optimal. Terbukti dapat dilihat dari
tingkat total operasi peralatan (drifter) belum mencapai hasil yang diinginkan
dan tidak masuk dalam standar KPI yang telah ditetapkan. Sehingga dapat
mempengaruhi produkstifitas kinerja produksi dalam tambang bawah tanah.
2. Kurangnya presentasi yang dihasilkan yang diakibatkan besarnya lost time / down
time yang terjadi dalam kurung waktu kerja seminggu. Untuk mencapai tingkat
presentasi besar yang telah ditetapkan oleh KPI, maka tingkat lost time / down
time harus di tekan bahkan jika bisa tidak terjadi kerusakan dalam seminggu
peralatan tersebut.
3. Pentingnya perawatan komponen drifter sangat
berpengaruh terhadap produktifitas dan kerja euipment / alat berat itu sendiri.
Sehingga juga berpengaruh terhadap cost dan benefit perusahaan. Komunikasi yang
baik antara pihak produksi dan pihak maintenance sangat diperlukan dalam
kegiatan maintenance dan produksi.
Karena untuk menghindari downtime yang banyak, yang mengakibatkan kerlambatan
proses pengeboran dilapangan sehingga waktu estimasi yang telah ditentukan oleh
enginer tambang molor atau mundur dari target yang telah ditentukan secara
bersama.
4. Perencanaan yang tepat dalam perawatan/maintenance sangat diperlukan
disini dalam menunjang/mensupport kelangsungan proses produktifitas produksi. Sehingga sangatlah penting
perencanaan maintenance yang bertahap-tahap & pengontrolan baik di dalam
shop (bengkel kerja) dan di lapangan.
5. Kerja sama team maintenance yang solid dan tanggap sangat dibutuhkan
dalam pekerjaan ini. Mulai dari pihak
top maintenance organisasi sampai pihak mechanik itu sendiri dan juga
pihak pemakai peralatan berat/ euipment tersebut.
VI. Daftar Pustaka
[1] Driil part book maintenance oleh Team
Sandvick, smc
[2] Preventive Maintenance & Total
Productive Maintenance, P2M jurusan Teknik Mesin
[3] Modul Kuliah pengantar Teknik Industri dari
Fakultas Teknik Mesin Universitas Jayabaya
[4] Modul Training Service & Maintenance
Driling Axera dari Sandvik,mtc
PENERAPAN
TOTAL PERAWATAN
PRODUKTIF
(TOTAL PRODUCTIVE MAINTENANCE) DI PT. XY
Agus FitriyadiI[1]
Rudy
Yulianto[2]
[1].
Mahasiswa Jurusan Teknik Mesin Konsentrasi Mesin Industri
[2].
Dosen Tetap Jurusan Teknik Mesin FTI-UJ
Jl. Raya
Bogor Km. 28,8 Cimanggis
Jakarta
Timur
ABSTRAK
Pada tugas akhir ini dianalisa salah satu metode
penerapan sistim pemeliharaan yaitu Total Produktive Maintenance yang mana
selama ini, PT. XY, masih dalam tahap awal menjalankan dan masih dirasa kurang
berhasil atau tidak berjalan dalam penerapan dilapangan karena kurang didukung
oleh pelaksana lapangan. Total Produktive Maintenance adalah suatu
pendekatan yang inovatif dalam maintenance dengan cara mengoptimalkan
keefektifan peralatan, mengurangi / menghilangkan kerusakan mendadak ( breakdown
), dan melakukan autonomous operator maintenance, yang diikuti oleh seluruh
karyawan yang terlibat dalam suatu perusahaan dengan penggabungan dari sistim Breakdown
Maintenance, Preventive Maintenance, Prediktive Maintenance dan Produktive
Maintenance.
Dalam analisa ini saya akan menerapkan maksimasi
effektifitas peralatan keseluruhan
(overall
equipment effectiveness, OEE) karena dirasa dengan menggunakan metode ini
diharapkan hasil yang diperoleh lebih akurat karena didukung oleh data-data
yang banyak, menerapkan dan mempromosikannya dalam rentang waktu umur suatu
peralatan. Dan melibatkan seluruh personil mulai dari manajemen puncak hingga
pekerja shop floor.
ABSTRACTION.
At this final duty analysed one of the method applying
of conservancy systems that is Total Produktive Maintenance which during the
time, PT. XY, still in early stage run and still felt less success or do not
walk in applying of field because less support by executor of field. Total
Produktive Maintenance is an approach which is inovatif in maintenance by
optimal of effectiveness of equipments, lessening / eliminating sudden damage (
breakdown ), and do operator autonomous of maintenance, followed by entire/all
involved in employees a company with merger of systems of Breakdown Maintenance,
Preventive Maintenance, Prediktive Maintenance and of Produktive Maintenance.
In this analysis is I will apply
effektifitas maksimasi equipments of entirety (Overall Equipment Effectiveness,
OEE ) because felt by using this method is expected by more accurate obtained
result because supported by datas which applying, many and promoting him in
spanning of old age time an equipments. And entangle entire/all personnel start
from management culminate till worker of Shop floor.
1. PENDAHULUAN
1.1 Latar Belakang Permasalah
Pada kebanyakan industri, Pemeliharaan saat ini menjadi biaya operasi
ketiga terbesar setelah bahan baku
Dengan demikian pemeliharaan berfungsi
sebagai penunjang untuk menjaga agar peralatan dapat bekerja secara efektif
guna mempertahankan standar mutu selain juga mempertahankan standar kuantitatif
dan biaya keluaran.
Keputusan mengenai tingkat Total
Produktive Maintenance yang sesuai didasarkan pada keseimbangan biaya. Seorang
manajer perawatan perlu memilih kebijakan yang dapat meminimalkan jumlah biaya
pemeliharaan preventif ditambah biaya perbaikan, waktu hilang (downtime), dan biaya-biaya yang
berkaitan dengan mutu.
Penekanan pada kegiatan-kegiatan
on-condition membantu untuk menjamin bahwa kegagalan-kegagalan potensial
dideteksi sebelum hal tersebut menjadi kegagalan fungsi. Ini membantu
menurunkan konsekuensi-konsekuensi operasional dengan tiga cara :
1. Masalah-masalah dapat diselesaikan pada suatu saat di
mana penghentian mesin yang dilakukan memiliki efek paling kecil terhadap
operasi.
2. Memungkinkan untuk menjamin bahwa seluruh sumber daya
yang dibutuhkan untuk memperbaiki kegagalan telah siap sebelum pelaksanaannya,
yang memperpendek waktu reparasi.
3. Penanganan masalah hanya dilakukan apabila mesin memang
memerlukannya, sehingga memperpanjang interval-interval dari
intervensi-intervensi korektif.
1.2 Perumusan Masalah
Pada tugas akhir ini penulis mencoba untuk menganalisa sejauh mana
efektifitas dari pelaksanaan program pemeliharaan preventif tahunan di PT. XY, dengan
membandingkan antara frekuensi pencapaian pelaksanaan program Total Produktive
Maintenance terhadap jumlah waktu hilang (downtime)
yang diakibatkan oleh kerusakan mesin secara tiba-tiba.
1.
Program Total
Produktive Maintenance harus terpenuhi sekurang-kurangnya 70% dari program yang
telah dijadualkan semula.
2. Waktu hilang (Downtime)
harus dapat dikurangi sekurang-kurangnya 5% dari jumlah total waktu hilang (Downtime) pada tahun sebelumnya.
Dalam hal ini penulis akan menfokuskan
analisanya pada salah satu mesin yang ada di PT. XY yakni Mesin pengisian (Filler) minuman isotonik. Sesuai dengan namanya mesin ini
digunakan untuk mengisi larutan minuman dan penutupan kaleng.
Permasalahan yang dihadapi adalah sering terjadinya
low-pressure
yang disebabkan oleh beberapa hal seperti valve pengisi (Filling Valve) nya sering kotor dan pengaturan (Setting) dan kebocoran-kebocoran pada
pengisi dll Mesin tersebut beroperasi
selama 3 shift dari hari senin sampai dengan sabtu dan 2 shift pada hari minggu.
Dengan waktu operasi yang demikian ketat sangat memungkinkan untuk
sering terjadinya kerusakan baik yang skalanya kecil maupun besar.
1.3 Tujuan
Penelitian
Membuat analisa untuk mengetahui
sejauhmana program TPM yang sedang diterapkan dapat memberikan usulan rencana
peningkatan program pemeliharaan terhadap mesin dan peralatan tersebut agar tercapai produktivitas yang
tinggi efektifitas pelaksanaan program Total Produktive Maintenance dengan
membandingkan antara hasil pencapaian program pemeliharaan preventif dengan
tingkat waktu hilang (Downtime) mesin yang terjadi, sehingga dapat dijadikan
acuan dalam menentukan kebijakan yang paling efektif yang dapat dilakukan berkaitan dengan aktifitas
pemeliharaan mesin untuk masa yang akan datang.
1.4
Metode
Penelitian
Adapun
metode penelitian yang digunakan :
1. Studi Literatur
2. Studi Lapangan
Metode ini dengan berbagai cara,
diantaranya:
* Melakukan
pengamatan secara langsung
* Wawancara dan
tanya jawab dengan karyawan perusahaan
* Analisa
effectivitas peralatan kritis
Disamping itu juga dilakukan observasi langsung terhadap kegiatan proses
produksi serta jumlah tenaga kerja yang terlibat dalam aktifitas tersebut.
Untuk
melengkapi penulisan skripsi ini penulis mengumpulkan data-data dan teori-teori
yang berhubungan dengan masalah yang dibahas melalui buku-buku panduan dan
dilengkapi dengan dokumen-dokumen yang berhubungan dengan materi pokok bahasan.
2. LANDASAN
TEORI
2.1.
Perkembangan Manajemen Pemeliharaan
Kebutuhan untuk mengembangkan menejemen pemeliharaan
baru timbul setelah gagalnya target produksi akibat banyaknya breakdown yang terjadi.
Manajemen
pemeliharaan yang paling tua adalah apa yang dikenal dengan pemeliharaan breakdown (breakdown maintenance), kemudian manajemen preventif (preventive maintenance), pemeliharaan
produktif (produktive maintenance),
dan pemeliharaan produksi total (total productive maintenence) yang lebih
dikenal sebagai TPM.
Sebagaimana
telah disinggung sebelumnya, menejemen
pemeliharaan lahir lebih belakangan dibandingkan dengan menejemen
produksi. Menejemen pemeliharaan yang akan kita bahas disini dimulai
dengan apa yang disebut “breakdown
maintenance” hingga “total productive maintenance”
2.1.1. Breakdown Maintenance
Metode
ini memiliki perencanaan apapun, sehingga apa yang akan terjadi maupun cara
mengulangi kejadian sesungguhnya tergantung pada keterampilan masing-masing
personil. Suatu saat mungkin saja tidak ada peralatan yang mengalami gangguan
sehingga personil bisa lebih “santai “, terutama pada peralatan yang lebih
baru. Namun seiring dengan berlalunya waktu, keausan yang terjadi pada komponen
akan bertambah besar sehingga ancaman terjadinya breakdown semakin menjadi
kenyataan. Kalau jumlah alat yang mengalami gangguan Cuma sedikit dan tingkat kerusakannya
juga ringan, gangguan yang terjadi bisa ditanggulangi dengan baik.
Namun,
bila suatu saat jumlah peralatan yang mengalami gangguan cukup besar dengan
tingkat kerusakan yang tinggi,
penanggulangan menjadi sulit dengan terbatasnya poersonil yang ada. Akibatnya
terjadi penundaan-penundaan yang berarti terganggunya target produksi.
Sementara yang tertunda belum dituntaskan, breakdown
baru terus bermunculan sehingga
sangat merepotkan bagi personil pelaksana. Kondisi demikian mengakibatkan
personil pemeliharaan tidak memiliki waktu untuk memikirkan perkembangan dan
peningkatan sehingga kemajuan dalam pekerjaan nyaris tidak ada.
2.1.2. Preventive Maintenance
Akibat banyaknya breakdown
yang terjadi, manusia berusaha untuk menekannya menjadi semaksimal mungkin. Preventive maintenance mampu melakukan hal ini dengan mengandalkan
inspeksi yang efektif. Sistim ini memiliki perencanaan dalam kegiatan inspeksi
yang disusun secara sistimatis dan sesuai kondisi. Dengan adanya perencanaan
maka segala sesuatu bisa disiapkan lebih dahulu dengan seksama.
Metode pemeliharaan pencegahan (preventive maintenance) adalah metode pemeliharaan yang bertujuan
untuk mencegah atau meniadakan kemungkinan terjadinya gangguan kemacetan atau
kerusakan manakala mesin sedang dioperasikan. Pelaksanaannya dilakukan dengan
jadwal interval waktu harian, mingguan, bulanan, dan tahunan dengan mengunakan
kartu berisikan semau tindakan pemeliharaan yang harus dilakukan pada
waktu-waktu tersebut dari awal sampai akhir kegiatan sesuai prosedur.
2.1.3. Predictive Maintenance
Teknik pemeliharaan ini bertujuan untuk meramalkan
kapan suatup eralatan yang akan rusak sehingga persiapan yang memadai
dalam menghadapi hal tersebut dapat
dilakukan sedini mungkin tanpa terlalu banyak mempengaruhi proses produksi. Teknik
ini menuntut peralatan diagnosis yang (sehingga mahal) dan pengetahuan
personil yang memadai akan berbagai gejala kerusakan yang muncul seperti perubahan getara/vibrasi, suara, temperatur,
tekanan aliran gas dan sebaginya,
dari suatu peralatan. Seperti yang sudah diketahui
bersama salah satu kegiatan pemeliharaan masin adalh menganti komponen yang
telah rusak atau aus, akan tetapi kadang-kadang rusaknya diikuti oleh rusaknya
komponen yang lain atau paling tidak menurun
kondisinya.
Untuk mengatasi masalah ini maka diterapkan teknik
pemeliharaan ramalan atau predictive yaitu yang bentuk baru dari teknik
pemeliharaan yang terencana dimana pergantian komponen atau suku cadang dilakukan lebih awal dari
waktu terjadinya kerusakan untuk industri-industri yang besar dan berproduksi
secara berantai seperti industri kimia, pengecoran logam, obat-obatan dan
lain-lain, akan tetapi sangat menguntungkan sekali menerapkan sistim
pemeliharaan ini karena terhentinya aliran produksi beberapa menit saja akan
dapat menimbulkan kerugian yang sangat besar.
2.1.4. Productive maintenance
Productive
maintenance adalah hasil pengembangan dan kombinasi dari preventive maintenance , predictive maintenance dan maintainability inprovement dengan prinsip-prinsip desing-tool-life-cycle-cost.
desing-tool-life-cycle-cost adalah suatu
perancagan yang mempertimbangkan biaya siklus umur suatu peralatan. Biaya siklus
umur (life cycle cost) adalah biaya yang terjadi selam masa
pemakaian peralatan.
Maintainability improvement adalah
memperbaiki atau memodifikasi suatu
peralatan agar terhindar dari breakdown dan mudah untuk dirawat.
2.1.5. Total Productive Maintenance
Siichi Nakajima, Vice Chairman Of The Japan intitut of plan maintenance mendefinisikan total productive maintenance (TPM) sebagai suatu pendekatan yang inovatif dalam maintenance dengan cara mengoptimasikan keefektipan peralatan, mengurangi /
mengilangkan kerusakan mendadak (breakdown),
dan melakukan autonomous operator
maintenance, kata ‘ total’ dalam Total
productive Maintenance mengandung tiga arti, yaitu
1. Total Effectiveness, menunjukan bahwa TPM bertujuan
untuk efesiensi ekonomi dan mencapai keuntugan.
2. Total Maintenance System, meliputi maintenance
prevention, maintainability improvement dan preventive maintenance.
3.
Total
Participation of all employees, meliputi autonomous maintenance oleh operator
melalui kegiatan sesuatu grup kecil (small
group activities).
Dengan
demikian pemeliharaan total produktif adalah metode pemeliharaan yang
melibatkan semua orang yang ada dalam pabrik tersebut untuk melakukan
pemeliharaan dimana saja, kapan saja, dan siapa saja yang bertujuan untuk
menghindari kerugian akibat kegagalan proses manufaktur. Esensi TPM adalah
kerjasama tim yang terpokus pada kondisi dan perfomansi suatu fasilitas
tertentu. Tim ini terdiri atas orang – orang yang mengoperasikan, memelihara,
dan (terkandang) merancang fasilitas
tersebut. Secara singkat tim ini merupakan tim yang terdiri dari orang – orang
yang berasal dari disiplin ilmu dan tugas – tugas fungsional beragam.
TPM
pada awal masa pengembangan sangat berfokus pada peralatan (bagian produksi
dari suatu perusahaan) sehingga pada saat itu Japan Institute Of Plant
Maintenance (JIPM) memberikan batasan operasional dari TPM sebagai berikut:
1.
Maksimasi Efektivitas
peralatan keseluruhan (Overall equipment
effectivenees, OEE)
2.
Menerapkan sistem
PM (Preventive Maintenance) dalam
rentang waktu umur suatu peralatan.
3.
melibatkan
seluruh bagian perusahaan yang ikut merencanakan, menggunakan, dan menjaga
kondisi peralatan tersebut.
4.
melibatkan
seluruh perssonil, mulai dari manajemen puncak hingga pekerja shop floor.
5.
mempromosikan PM
melalui manajemen motivasi yang dalam TPM adalah kegiatan – kegiatan kelompok
otonom.
Akan
tetapi seiring dengan berajalan waktu dan makin meluasnya penerapan TPM
dibanyak organisasi; baik manufaktur dan jasa, mulai dari bagian produksi
hingga penjualan dan administrasi, JIPM kemudian memperkenalkan komponen
strategi baru sebagai berkut :
1. Membangun suatu badan perusahaan yang akan
memmaksimasi efektifitas sistem produksi sepanjang umur pemakaiannya.
2. Menggunakan pendekatan shop floor guna membangun suatu
organisasi yang mencegah setiap bentuk rugi – rugi (loss) pada sistem produksi tersebut.
3. Melibatkan seluruh bagian dalam mengimplementasikan
TPM, termasuk bagian pengembangan, penjualan, dan administrasi.
4. melibatkan semua orang dalam perusahaan.
5. Melaksanakan kegiatan Zero-loss melalui aktifitas
kelompok – kelompok kecil (Small Group
Activities).
2.2.
Tujuan dan Sasaran TPM
Tujuan utama dari TPM adalah
Ø Mengurangi waktu tunggu (delay time) saat operasi.
Ø Meningkatkan ketersediaan (availability), menambah waktu yang produktif.
Ø Meningkatkan umur peralatan.
Ø Melibatkan pemakaian peralatan dalam pemeliharaan,
dibantu oleh personil maintenance.
Ø Melaksanakan preventive maintenance (Regular dan
condition based).
Ø Meningkatkan kemampuan merawat peralatan dengan
menggunakan expert sistem untuk mendiagnosis serta mempertimbangkan langkah –
langkah perancangannya.
Ø Meningkatkan produktifitas.
2.3.
Manfaat TPM
TPM menjadi sangat popular di dunia karena program ini
menjadi perubahan yang dramatis, perubahan positif lingkungan kerja dan
meningkatkan pengetahuan serta ketrampilan pekerja, baik dibagian operasi atau
pemeliharaan.
1. Hasil – hasil yang nyata dan terukur
Perusahaan yang telah mengimplementasikan TPM yang
baik memiliki rendahnya tingkat kerusakan peralatan, kecelakaan kerja, produk
cacat, keluhan konsumen, tingkat inventory peralatan, biaya produksi, dan
tenaga kerja.
2. Merubah lingkungan kerja
Dengan TPM, pabrik yang sebelumnya kotor penuh dengan
sisa – sisa material produksi, kebocoran – kebocoran aliran, peralatan berkarat
dan lainnnya berubah menjadi lingkungan kerja yang bersih dan aman.
3. Merubah pekerja
Dalam melakukan aktivitas TPM , pekerja menjadi lebih
termotivasi, lebih terlibat, dan lebih berpengetahuan dan terampil dalam
melakukan pekerajaannya. TPM membantu operator mengenal lebih jauh peralatan
kerjanya, memperluas dan kebanggaan atas tempat kerjanya.
2.4.
Tahapan Implementasi
TPM
TPM biasanya diimplementasikan dalam 4 tahap
(persiapan, pengenalan,
implementasi, dan konsolidasi), yang dapat dibedakan menjadi
duabelas langkah penerapan seperti tabel dibawah ini:
1. Secara resmi memutuskan untuk memperkenalkan TPM
2. Melakukan kegiatan pendidikan yang bertujuan memperkenalkan TPM dan kampanye
3. Membentuk
suatu badan promosi TPM
4. Menetapkan kebijakan san
sasaran TPM (basic)
5. Pembuatan Rencana Induk TPM
6. Meluncurkan inisiatif TPM
7. Membangun suatu konstitusi perusahaan yang
bertujuan memaksimalkan aktifitas
produksi
8. Membangun sistim early management (manajemen
penanganan awal) bagi produk dan peralatan baru
9. Membangun sistim pemeliharaan Kualitas
10. Membangun
sistem bagi penanganan masalah kesehatan, keamanan dan lingkungan
11. Membangun suatu sistim bagi penanganan masalah kesehatan,
keamanan dan lingkungan
12. Melanjutkan implementasi TPM secara penuh dan
menetapkan sasaran/derajat keberhasilan yang lebih
tinggi lagi
·
Indikator harus secara jelas menunjukan hasil – hasil
kegiatan
Dalam proses produksi yang kontinyu dan panjang,
hasil-hasil TPM mungkin tidak langsung terlihat dalam skala besar (overall
performance). Oleh karena itu performasi subproses, seperti proses
pembuatan, pemisahan partikulat dari produk dan lain sebagainya, bahkan
peralatan-peralatan vital dalam subproses tersebut.
·
Indikator harus mengevaluasi usaha-usaha dalam TPM
secara adil
Indikator TPM harus tebal terhadap fluktuasi tingkat
permintaan atau perubahan musiman, dan
harus secara adil merefleksikan akumulasi hasil-hasil kegiatan harian dan
ukuran-ukuran tandingannya (
countermeasures).
·
Indikator harus mampu menunjukan prioritas bagi
perbaikan
Indikator yang baik adalah indikator yang mampu
menunjukan masalah-masalah utama apa yang harus ditangani, perubahan-perubahan
yang terjadi, dan fokus kegiatan TPM dimasa mendatang.
3. PENGUMPULAN DAN PENGOLAHAN DATA
3.1. Data Peralatan Kritis
Berikut ini, saya tampilkan data
dari mesin tersebut
Nama :
Mesin Pengisi (Filler) Fillstar HF
Merek :
Procomac Spa ITALY, 2008
Model :
112.12.141
Kapasitas: 500 BPM
Fungsi :
Pengisian produk (Filling)
Berdasarkan data historis yang
ada dari pihak produksi dan engineering. Dimana data tersebut dijadikan sebagai
acuan yang dibutuhkan untuk menghitung OEE (Overall Equipment Effectiveness)
dari tiap mesin yaitu:
1. Jam kerja sehari satuan
dalam menit
2. Aktual perencanaan
Downtime sehari dalam satuan menit, rencana tersebut termasuk pemeliharaan yang direncanakan, meeting dari pihak manajemen
3. Waktu tinggal (Downtime loss) termasuk kerusakan
mendadak (breakdown), pengaturan (setup) mesin dan pensetelan (adjustment).
4. Putaran
waktu (Cycle time) aktual satuan
dalam produk per detik.
5. Jumlah total
produksi.
6.
Jumlah produk
cacat
4. ANALISA DATA
4.1 Cara Perhitungan OEE
Berikut
adalah contoh langkah atau cara menghitung Overall Effectiveness Equipment tiap
satu bulan berjalan, sedangkan bulan selanjutnya dapat dilihat dalam tabel 4.1
OEE = Availabelity X Effisiensi
performa X Tingkat Mutu Produk
Diketahui data yang diperoleh adalah sebagai berikut :
·
Machine working = 8 jam X
3 shift x 60 menit
= 1440 menit per hari
·
Planned down time = 1.5
jam / 60 menit = 90 menit
·
Down time loss = total semua down time / jumlah hari pada
bulan januari
=
340 menit / 21 hari, karena dalam 1 bulan
terkadang mesin bekerja selama 21 hari
= 17 menit per hari
·
Operational time = Loading time – planned down time - down time
= 1350 - 34.28 – 280.9 = 1034.82 menit
·
Idle cycle time ( waktu
cycle teoritis) data dari perusahaan = 0.12
menit
·
Actual cycle time (waktu
cycle sesungguhnya dilapangan) = 0.2
menit
·
Total produksi rata-rata
per bulan = 8480100,
diambil rata-rata per hari 8480100 /21 = 424005 pet
·
Total Waste 11060 pet,
Ø Avaibility/Operation Time
Ratio (OTR)

Atau


Jadi

Ø
Performance Effisiensi/Operation Performa Ratio (OPR)




Jadi

Ø Rate of
Quality Product/Quality Good Ratio (GR)


Overall Equipment Effectiveness
OEE = Availabelity X Effisiensi performa X Tingkat Mutu Produk
OEE = 98.74 X 63.62 X 99.75 X 100 %
OEE
= 62.66 %
Ini
adalah perhitungan untuk Bulan Januari
5. PENUTUP
5.1 Kesimpulan
Hasil yang
didapatkan dari pelaksanaan TPM di P.T. XY yaitu;
1 Pelaksanaan program TPM
secara konsisten dapat mendukung peningkatan produktivitas dan kehandalan mesin
kususnya dalam menunjang aktivitas produksi sehari-hari, dan telah mampu
menurunkan tingkat kegagalan fungsi mesin yang menyebabkan terjadinya perawatan
darurat ( breakdown maintenance )
dari 62.66 % hingga 80.63
%
2 Sasaran Penerapan TPM (The Goal of TPM) : Mengurangi 6 Kesalahan terbesar (Eliminate
the Six Major Losses) Turun Mesin, Penyalaan
Awal, Pengaturan, Berhenti secara tiba-tiba, Mengurangi kecepatan, Cacat &
Pengerjaan ulang. (Breakdowns,
Startup/Yield Loss, Setup/Adjustments, Indling & Minor Stop, Reduce Speed,
Defects & Rework).
3 Dengan adanya small Group Activity maka
terjadinya keharmonisan yang dimulai dari Top manajemen sampai pekerja operator (shoop
floor)
5.2 Saran
Secara keseluruhan pelaksanaan TPM di P.T. XY, berjalan
sebagiaman mestinya tetapi masih banyak memerlukan peningkatan, antara lain:
1.
Sebaiknya
perusahaan melaksanakan program TPM secara baik dan berkesinambungan.
2. Sebaiknya
menjalankan mesin sesuai standar yang telah ditetapkan dalam spesifikasi
pada masing-masing mesin tersebut.
3. Sebaiknya training TPM dilaksanakan secara
berkesinambungan untuk seluruh karyawan mulai dari operator sampai top
manajemen.
DAFTAR PUSTAKA
[1]. Nakajima seiichi, TPM development Program, productivity
press inc,cambridge
(www.reliabilityweb.com)
[2]. TPM_Gulf Software TQM and Six Sigma Division, 2009
[3].
Introduce to total produktive maintenance, Toyota
manufakturs Club QC
[4].
Productivity
Center
[5].
TPM Introduction Program – Tupperware India
[6]. Manajemen pemeliharaan, lembaga manajemen PPM,
1995)
[7].Zen Power International Presentation, TPM
Implementation Blue-Print
Analisa Kualitas
Proses Penyeimbangan Ban Untuk Mengurangi Cacat Produksi Pada Kendaraan Van
Merk “T”
Jerry Birrmann Zitauli [1]
Rudi Yulianto [2]
[1].
Mahasiswa Jurusan Teknik Mesin Konsentrasi Mesin Industri FTI-UJ
[2].
Dosen Tetap Jurusan Teknik Mesin FTI-Uj
Abstrak
Banyaknya klaim
purnajual untuk Van merek “T” di Jepang berkaitan dengan ketidakseimbangan ban
yang sangat besar mendasari analitas terhadap kualitas proses penyeimbangan ban
ini. Hasil analisa menunjukkan beberapa kendala dari manusia, mesin, metode,
material, serta lingkungan dan faktor penyebabnya yang berkaitan dengan
kualitas proses penyeimbangan ban tersebut beserta kualitas produk yang
dihasilkan. Hasil pengukuran berdasarkan metode SPC menunjukkan bahwa kualitas
proses penyeimbangan ban pada Mesin 1, Mesin 2, Mesin 3, dan Mesin 4 memiliki
nilai Indeks Kemampuan Proses sebesar 1,003 (1), 0,993 (2), 1,437 (3), dan 0,97
(4). Setelah dilakukan perbaikan pada proses ini, terjadi penurunan jumlah
klaim dari 11 unit kendaraan per Juni 2009 menjadi 3 unit kendaraan per Januari
2010.
Abstract
With so many
aftermarket claim for “T” Van at Japan connecting with big value of tire unbalance
become a reason to have analysis of the quality of wheel balancing process.
Analysis results show several problem factor from man, machine, method,
material, and environment and also its root cause that influence to the quality
of the process and the quality of the product. Measurement results based on SPC
method show the quality of tire balancing process for Machine 1, Machine 2,
Machine 3, Machine has each Process Capability Index in the amount of 1.003
(1), 0.993 (3), 1.437 (3), 0.97 (4). After the improvement of tire balancing
process has been implemented, aftermarket claim amount drastically decrease
from 11 units per June 2009 to 3 units per January 2010.
1. Pendahuluan
Pada awal 2008 silam, PT ADM,
salah satu produsen mobil terbesar di Indonesia melakukan terobosan dengan
mengekspor mobil jenis Van dan Pick Up merk ”T” ke Jepang. Ini merupakan
kebanggan tersendiri bagi Indonesia, karena Jepang yang merupakan salah satu
raksasa di industri otomotif dunia, memiliki standar kualitas produk yang
sangat ketat. Sehingga PT. ADM dituntut untuk menciptakan produk dengan
kualitas standar Jepang.
Secara teknis, untuk menciptakan
produk-produk yang berkualitas tinggi maka pabrik tersebut harus ditunjang
dengan proses produksi dan inspeksi yang baik. Kedua proses tersebut merupakan
kunci dalam menciptakan produk berkualitas standar Jepang. Kualitas mobil
utamanya ditentukan oleh beberapa hal, yakni :
- Kualitas komponen-komponen pembentuk mobil.
- Kualitas proses produksi, yaitu mulai dari pemasangan
komponen-komponen hingga menjadi mobil yang utuh.
- Kualitas pengecekan komponen-komponen mobil serta mobil yang sudah
jadi.
Berdasarkan itu, penulis
mengambil salah satu hal untuk dijadikan pembahasan, yaitu kualitas proses.
Secara khusus proses yang dibahas adalah kualitas proses penyeimbangan ban atau
Tire Balancing pada jalur perakitan
atau assembling. Proses ini sangat penting dan berkaitan langsung terhadap
fungsi dan kenyamanan mobil dan juga salah satu poin regulasi yang ditetapkan
pemerintah Jepang. Banyaknya klaim purna jual di Jepang untuk mobil ini
berkaitan dengan proses penyeimbangan ban ini.
Proses penyeimbangan ban merupakan
merupakan akhir dari proses sub-assy tire.
Adapun aliran proses sub-assy tire
dapat dilihat pada gambar 1-1.

Gambar 1-1. Diagram alir proses Sub-assy tire.
Proses identifikasi masalah
dilakukan dengan menggunakan metode Diagram Sebab-Akibat atau Cause-Effect Diagram, dimana analisa
dilakukan terhadap metode pekerjaan, mesin yang digunakan, man power atau tenaga kerja, material
atau bahan baku, dan environment atau
lingkungan (5M+1E).
Untuk menganalisa kualitas
proses penyeimbangan ban, metode yang dipakai adalah SPC atau Statistical Process Control. Dimana
kemampuan proses dalam melaksanakan proses penyeimbangan ban dapat diketahui,
sehingga mesin dapat dinilai masih layak atau tidak untuk digunakan pada proses
tersebut.
2. Metode Analisa
2.1 Diagram Sebab-Akibat (Ishikawa Diagram)
Diagram
sebab-akibat merupakan alat kualitas yang mengidentifikasi
kemungkinan-kemungkinan penyebab yang mengakibatkan suatu masalah terjadi.
Untuk
setiap masalah yang terjadi dapat diakibatkan beberapa penyebab.
Penyebab-penyebab tersebut dibagi menjadi lima kategori, yaitu material, mesin
atau peralatan, manusia, metode, dan lingkungan.
Diagram
ini dipakai untuk mengetahui penyebab masalah yang terjadi pada proses
penyeimbangan ban di jalur assembling PT. ADM.
2.2 Histogram
Histogram
menunjukkan cakupan nilai sebuah perhitungan dan frekuensi dari setiap nilai
yang terjadi. Histogram menunjukkan peristiwa yang paling sering terjadi dan
juga variasi dalam pengukuran [1].
Histogram
digunakan untuk mengetahui distribusi nilai ketidakseimbangan pada sampel ban
setelah proses penyeimbangan ban. Distribusi nilai pada histogram tersebut
menandakan variabilitas proses penyeimbangan ban tersebut.
2.3 Menetapkan Batas Bagan Rata-Rata (Bagan - )
)
)
Bagan- digunakan untuk mengetahui kecenderungan proses berada di
area mana. Menghitung Batas Kendali Atas dan Batas Kendali Bawah dengan rumus
sebagai berikut :
digunakan untuk mengetahui kecenderungan proses berada di
area mana. Menghitung Batas Kendali Atas dan Batas Kendali Bawah dengan rumus
sebagai berikut :
a). Batas
Kendali Atas (Upper Control Limit = UCL)
UCL =
b). Batas
Kendali Bawah (Lower Control Limit = LCL)
LCL =
Dimana :
= Rata-rata rangkap
sampel atau nilai target yang ditetapkan untuk proses.
Z = Jumlah
standar deviasi (2 untuk tingkat keyakinan 95,45%, 3 untuk 99,73% ).
 = Standar
deviasi dari rata-rata sample
= Standar
deviasi dari rata-rata sample
2.4 Rasio Kemampuan Proses (Cp)
Sebuah
proses untuk dapat dikatakan mampu, nilainya harus jatuh di antara spesifikasi
atas dan bawah (Heizer, 303). Untuk mengetahui
apakah proses penyeimbangan ban memenuhi spesifikasi yang ditentukan,
maka digunakan perhitungan Rasio kemampuan proses, Cp.
Rasio
kemampuan proses, Cp dihitung sebagai :

2.5 Indeks Kemampuan Proses (Cpk)
Indeks
Kemampuan Proses, Cpk digunakan untuk mengetahui kemampuan aktual
sebuah proses. Dalam hal ini, kemampuan aktual proses penyeimbangan di jalur
perakitan PT. ADM akan diketahui dengan menghitung Cpk dari proses
tersebut.
Formula Cpk
adalah :
dimana,
= Rata-rata proses. = Standar deviasi proses
= Standar deviasi proses
3.
Analisa Kualitas Proses Penyeimbangan Ban dengan Metode Diagram Ishikawa
Dalam
analisa proses penyeimbangan ban dengan menggunakan metode diagram sebab-akibat
atau diagram Ishikawa, penyebab masalah dikategorikan menjadi lima, yaitu manusia, mesin, metode, material, dan
lingkungan.
Berdasarkan
diagram Ishikawa pada gambar, penyebab masalah over unbalance terjadi oleh beberapa faktor.
1. Faktor
manusia. Faktor manusia mempunyai beberapa kemungkinan yang mengakibatkan buruknya kualitas proses
penyeimbangan ban beserta produk yang dihasilkannya, yakni operator salah
membaca nilai di mesin, operator salah memberikan timah penyeimbang, dan
operator tidak menjalankan petunjuk kerja.
2. Faktor
mesin. Faktor mesin mempunyai dua penyebab. Penyebab pertama yakni mesin
seringkali error, yang terjadi akibat
beberapa kemungkinan yang terjadi, yaitu perawatan mesin tidak bagus, tidak
dilakukan kalibrasi terhadap mesin, mesin tidak cocok digunakan untuk tujuan
manufakturing, dan tidak dilakukannya pemanasan terhadap mesin saat sebelum
proses produksi dimulai. Sedangkan penyebab kedua yaitu jumlah mesin yang
kurang memadai.
3. Faktor
material. Material di sini adalah ban, roda dan timah penyeimbang. Kemungkinan
penyebab masalah dapat terjadi akibat nilai ketidakseimbangan pada ban melebihi
standar, dan ban mengalami keadaan abnormal.
4. Faktor
metode. Kemungkinan yang mungkin terjadi akibat faktor metode adalah setting
parameter mesin yang salah dan saat sesudah proses pemberian timah penyeimbang
tidak dilakukan konfirmasi ulang terhadap nilai ketidakseimbangan sesudahnya.
4. Perhitungan Bagan - Pada Mesin 1
Pada Mesin 1
Berdasarkan
data Mesin 1 (Juli-Oktober 2009) variabel yang didapat adalah
 =
7,075 gram=
0,806 gram
=
7,075 gram=
0,806 gram
Dengan
menggunakan z = 3, dimana tingkat keyakinan sebesar 99.73%, maka UCL dan LCL
dihitung dengan menggunakan persamaan :
UCL =
= 7,075 gr + 3.0,806 gr
= 9,492 gram
dan,
LCL =
= 7,075 gr – 3. 0,806 gr
= 4,658 gram
5.
Menghitung Rasio Kemampuan Proses (Cp)
Untuk mengetahui
kemampuan proses penyeimbangan ban dalam memenuhi spesifikasi, maka Cp
harus dihitung. Cp dapat dihitung dengan menggunakan persamaan
(2.5). Berdasarkan data-data sebelumnya, maka Rasio Kemampuan Proses untuk
setiap mesin adalah :
a.
Mesin
1
=
0,806 gram
Untuk
Spesifikasi atas dan spesifikasi bawah ditentukan berdasarkan desain, yaitu :
LCL = 0
gram,
UCL = 9,5
gram
Maka,



Dari
perhitungan tersebut, Cp untuk Mesin 1 adalah 1,965. Karena Cp >
1, maka proses dapat dikatakan sangat mampu.
6.
Menghitung Indeks Kemampuan Proses (Cpk)
Untuk
mengetahui apakah nilai rata-rata pengukuran berada dalam nilai tengah
spesifikasi yang ditentukan, maka Cpk untuk proses penyeimbangan ban
harus dihitung. Dengan menggunakan persamaan (2.6), Cpk dapat
diketahui.
Indeks
Kemampuan Rasio untuk tiap-tiap mesin adalah :
a.
Mesin
1
=
0,806 gram=
7,075 gram
Maka,


Nilai
Cpk adalah nilai yang paling kecil, maka Cpk dari Mesin 1
adalah 1,003. Karena Cpk > 1,0, maka proses memenuhi spesifikasi.
7.
Data Cacat Produksi Setelah Analisa dan Perbaikan
Setelah
dilakukan analisa terhadap proses dan mesin penyeimbangan ban pada jalur perakitan
Van merek “T”, maka dilakukan perbaikan pada bagian-bagian yang bermasalah.
Setelah dilakukan perbaikan, terjadi penurunan cacat produksi dan klaim dari
purnajual yang sangat signifikan dibandingkan sebelumnya, yaitu 3 unit
kendaraan.
8. Kesimpulan
Dari
hasil analisa kualitas proses penyeimbangan ban dengan metode diagram Ishikawa,
didapat bahwa dalam pelaksanaannya terdapat banyak faktor penyebab masalah yang
berpengaruh pada kualitas proses tersebut beserta kualitas produk yang
dihasilkannya. Faktor manusia, mesin, material, metode, dan lingkungan
mempunyai andil masing-masing dalam menyebabkan masalah pada proses
penyeimbangan ban yang berakibat kualitas produk yang dihasilkan menjadi buruk.
Sedangkan
berdasarkan hasil analisa dengan menggunakan metode SPC didapat bahwa :
No.
Mesin
|
Cp
|
Cpk
|
1
|
1,965
|
1,003
|
2
|
1,478
|
0,993
|
3
|
2,295
|
1,437
|
4
|
1,376
|
0,97
|
Berdasarkan
data hasil analisa tersebut, maka dapat ditarik kesimpulan sebagai berikut :
1. Kondisi
mesin no. 1 memiliki proses yang sangat stabil
dilihat dari nilai Cp 1,965 yang artinya variasi nilai unbalance yang dihasilkan kecil. Namun
dari Cpk sebesar 1,003 diketahui bahwa proses di mesin no. 1 menghasilkan nilai
unbalance yang memiliki kemungkinan
kecil keluar dari standar yang ditentukan.
2. Dengan
nilai Cp 1,478 menunjukkan bahwa mesin no. 2 mempunyai proses yang stabil
dengan sebaran data yang tidak terlalu menyebar. Namun dengan nilai Cpk 0,993,
ini menunjukkan bahwa mesin no. 2 memiliki kemungkinan agak besar menghasilkan
ban dengan nilai unbalance keluar
dari standar.
3. Dengan
Cp 2,295 menunjukkan bahwa mesin no.3 mempunyai proses yang sangat stabil
dengan variasi nilai yang dihasilkan sangat kecil. Mesin no.3 juga menghasilkan
produk dengan kemungkinan nilai unbalance
dalam rentang standar, dilihat dari nilai Cpk 1,437.
4. Mesin
no. 4 memiliki kemampuan proses yang stabil berdasarkan nilai Cp 1,376. Namun
mesin ini mempunyai kemungkinan kecil menghasilkan produk dengan nilai unbalance di luar standar, dilihat dari
nilai Cpk 0,97.
Dengan
hasil tesebut maka perusahaan harus melakukan perbaikan terhadap mesin yang
memiliki indikasi menghasilkan produk dengan nilai di luar standar.
Perbaikan-perbaikan tersebut dilakukan berdasarkan hasil analisa dengan
menggunakan diagram sebab-akibat.
Setelah
dilakukan perbaikan didapat hasil yang signifikan pada jumlah cacat produksi
dibandingkan sebelumnya. Yang mana pada Februari 2008 hingga Juni 2009 terdapat
11 unit kendaraan yang mengalami masalah, menurun menjadi 3 unit kendaraan
sejak Desember 2009.
Daftar Pustaka
[1]. Heizer, J., B. Render., Operation Management., Prentice Hall,
New Jersey, 2005.
[2]. Jeya Chandra, M., Statistical Quality Control., CRC Press LLC., Florida, 2001.
[3]. Cox, Neil D., How To Perform
Statistical Tolerance Analysis., Quality Press, Wisconsin, 1986.
[4]. Naidu, NVR., KM. Babu, G. Rajendra, Total Quality Management., New Age International Ltd., Publishers,
New Delhi, 2006.











Utilization of Product Failure Analysis For Additional
Raw Materials And Making Cost Pressing
Preform (Prebottle) at PT. "X"
Napih
Hidayat[1]
Rudy
Yulianto[2]
[1].
Mahasiswa Jurusan Teknik Mesin Konsentrasi Mesin Industri FTI-UJ
[2].
Dosen Tetap Jurusan Teknik Mesin FTI-UJ
Abstract
In the preform
manufacturing process in PT. "X",
the likelihood of rejected products can not be
avoided. This happens due to engine trouble
and other problems that result in rejected product.
During this rejek
product that produced by the department only in
the capacity of the solid waste department
to be ground and sold
as factory waste. Actually reject the
product can still be used for more productive things
like re-used for
additional material preform manufacture limited
by the number and ratio. So as to suppress the use of new materials and can reduce production costs.
In the
manufacture of raw material preform is needed is a
resin PET (Polyethylene Terephthalate), PET is
a type of thermoplastic polymer resin that is
often used for packaging food and
beverage products. Preform manufacturing process
can be broadly divided into three stages, namely:
Draying process, Plasticizing
process and injection process. Based on the results
of the analysis, the use of
reject can not exceed
5% of new material.
This means that each new resin filling
a bag in add 5% reject that will
be used. Reject is used only reject the
preform product for
CSD bottles only.
If you reject the
use exceeds 5%, it
will cause defects in the preform such as black
spot, yellow tint,
Hazy body and
water bubbles.
With the
additional use them reject the product as a raw material production,
then reject that
occur can be minimized or even eliminated.
So it can reduce the
level of solid waste and production costs
of making preform, otherwise it rejects use
can reduce the cost of Rp.306, 634.452, -
Keywords : Preform
manufacturing, raw material preform, preform defect, reject preform, 5% reject
1.
PENDAHULUAN
PT. X adalah
perusahaan Soft Dink terkemuka yang membuat
berbagai macam produk baik CSD(Carbonated
Soft Drink) maupun non CSD (Carbonated
Soft Drink), prodak yang di hasilkan oleh PT. X dikemas dengan dua cara
yaitu prodak kemasan returnable dan
prodak dengan kemasan OWP(oneway package). Kemasan returenable
yang dibuat PT. X adalah kemasan dalam bentuk glass bottle sedangkan kemasan OWP yang dibuat berupa kemasan dalam
bentuk can, TWA (Tetra Weidge Aseptic) dan PET
Bottle. Di jaman sekarang ini, semua industri minuman lebih mengarah kepada
proses pengemasan secara OWP karena dinilai lebih praktis.
Mengingat pentingnya
proses pengemasan secara OWP. Maka pada tahun 2009 PT. X membangun satu
departemen khusus untuk memproduksi bahan prebottle (preform) untuk PET Bottle, karena PT. X lebih banyak
menghasilkan prodak yang dikemas dengan PET Bottle.
Selain hal tersebut diatas departement ini dibuat
untuk memenuhi kebutuhan akan preform
diberbagai plant di daerah seperti Cibitung, Medan, Bandung dan Surabaya.
Dalam proses
pembuatan preform ini, kemungkinan
terjadinya prodak reject tidak bisa
di hindari. Hal tersebut terjadi karena kemungkinan adanya trouble pada mesin dan kendala-kendala
lain yang mengakibatkan timbulnya prodak reject.
Selama ini prodak rejek yang di
hasilkan oleh departemen ini hanya di tampung oleh solid waste departement untuk digiling dan dijual sebagai limbah
pabrik. Sebetulnya prodak reject ini
masih bisa digunakan untuk hal yang lebih produktif seperti digunakan kembali
untuk material tambahan pembuatan preform
dengan jumlah dan perbandingan terbatas. Sehingga dapat menekan pemakaian
material baru dan dapat menekan biaya produksi tentunya. Hal inilah yang
melatar belakangi penulis dalam melakukan penyusunan tugas akhir yang berjudul : Analisis Pemanfaatan Kegagalan Produk (Reject Product) Sebagai Tambahan Bahan Baku Untuk Menekan Biaya
Pembuatan Preform (Prebottle) di PT. “X”.
1.1
Maksud dan Tujuan Penelitian
Maksud
dan tujuan dari penelitian tugas akhir ini, adalah:
·
Maksud dari penelitian ini adalah menjawab
permasalahan yang ada dalam perusahaan berkaitan dengan reject product yang
menjadi solid waste di departemen preform manufacturing
· Mengurangi solid waste yang dihasilkan oleh
departement preform manufacturing PT.
X
· Mengurangi biaya yang timbul akibat reject
produk
· Menekan biaya
produksi pembuatan preform (prebottle)
· Meningkatkan efisiensi material
1.2
Batasan
Masalah
Adapun yang akan
menjadi batasan masalah dalam penulisan tugas akhir ini adalah :
§ Tingkat
perbandingan reject product yang
digunakan tidak melebihi 5% dari material baru.
§ Penggunaan reject terbatas pada reject product clear NON HOTFILL saja.
§ Penambahan reject hanya dilakukan pada produksi
preform monolayer saja.
2. LANDASAN TEORI
2.1
Proses
Produksi Preform
Dalam proses
pembuatan perform ada tiga proses
penting yang sangat berpengaruh terhadap kualitas
produk yang dihasilkan,
proses tersebuat adalah :
·
Drying Process
Tujuan
dari proses drying adalah mengurangi
kandungan air di dalam granular resin. Material dikeringkan dalam hopper
dryer dengan suhu 175 – 185 °C selama + 5 jam. Parameter yang dikontrol dalam proses ini adalah :
a. Dew Point Udara (minimum (-) 35 °C)
b. Aliran Udara Panas
c. Temperatur Drying (175 -
185 °C)
d. Waktu Pemanasan dalam Hopper + 5 jam
e. Derajat Humiditynya (<10ppm)
f. Kandungan kadar air maksimun 0,02 %
·
Plasticizing Process
Proses ini berlangsung
didalam extruder (Barel) dengan parameter sebagai berikut
:
a. Tekanan plastifikasi rendah (100 - 150 bar )
b. Jumlah putaran permenit rendah (30 - 50 Rpm)
c. Temperatur plastifikasi rendah (275 - 280 °C)
Hasil yang ingin dicapai
dari proses diatas adalah :
a. Meminimize jumlah Acetal Dehyde
yang terbentuk.
b.
Mengendalikan nilai “Instrinstic Viscocity” dari resin.
c.
Resin yang dilelehkan
menjadi optimal (homogen)
·
Injection Process
Material yang keluar dari
extruder dialirkan ke hot runner yang kemudian mendistribusikan ke cetakan
preform.
Parameter utama dalam
proses ini adalah :
a.
Kontrol Kecepatan (Speed)
Fungsinya
:
ü waktu pengisian material yang konsisten
ü pendinginan preform yang
konsisten
b. Kontrol Tekanan (Pressure)
Fungsinya :
ü Membentuk dimensi dari preform yang konsisten.
ü Density dan berat dari preform amorphous
yang konsisten.
ü Orientasi rantai molekul yang benar.
Kedua faktor tersebut
diatur oleh sistim hidrolik proporsional sehingga menghasilkan kualitas preform yang konsisten dan uniform (seragam) yaitu :
- Profil suhu optimal
- Karakteristik fisik & kimianya
bagus.
2.2
Preform Defect
Preform merupakan produk yang sangat sensitive.
Dalam proses produksinya semua parameter baik di mesin injection maupun komponen – komponen pendukung seperti drying system, chiller water system dan cooling
water system harus sesuai dengan standar operasi. Jika tidak sesuai dengan
standar, maka kemungkinan – kemungkinan terjadinya defect sangatlah besar. Defect
– defect yang terjadi pada preform
adalah debagai berikut :
· Opaque preform
·
Eccentricity
·
Preform incomplete in the thread and body area
·
Yellow preform
·
Preform with bubbles
2.3
Tingkat
Perbandingan Reject Product
Berdasarkan dari hasil penelitian yang
dilakukan, reject product dapat
digunakan kembali sebagai tambahan bahan baku dengan cara dicampur bersama
material yang baru. Pencampuran reject
berdasarkan penelitian tidak lebih dari 5% material baru, karena jika lebih
dari 5% kualitas preform yang
dihasilkan kurang bagus.
Tabel 2.1 Tingkat
Perbandingan Reject Product
Reject Product
|
Kualitas
|
Defect
|
≤ 5%
|
Good
|
No
|
≥ 5%
|
Not Good
|
Air Bubble
|
Yellow Tint
|
||
Hazy Body
|
||
Black Spot
|
3.
ANALISA DAN
PERANCANGAN SISTEM
3.1 Flow Proses
Preform Manufacturing

Gambar 3.1 Flow proses preform manufacturing
Dari gambar diatas dapat diketahui
flow proses preform manufacturing di
mulai dari raw material resin PET kemasan 1 ton dimasukan kedalam silo kapasitas
10 ton, kemudian resin ditransfer ke
dryer dengan menggunakan vaccum pums.
Dryer berfungsi untuk menghilangkan
kadar air resin dengan menggunakan udara panas (170 - 180 oC) selama
5 jam dan dew point ≤ - 35 oC,
setelah dew point tercapai barulah
resin siap untuk di pakai untuk produksi. Apa bila dalam waktu 5 jam dew point belum tercapai, maka proses
drying di tambah menjadi 6 jam. Proses produksi preform menggunakan mesin injection molding 72 cavity dengan cycle time ± 13,5 seconed. Dari mesin injection, preform
di transfer menggunakan conveyor menuju soft droft untuk di kemas kedalam
oktabin. Kapsitas kemasan oktabin preform sebanyak 9792 pieces, dari soft dropt
preform ditarik keluar untuk disusun dan disimpan di gudang.
3.2
Kebutuhan Bahan Baku
Dalam pembuatan preform bahan
baku yang di butuhkan adalah resin PET (Polyethylene
Terephthalate), PET merupakan resin jenis thermoplastic polymer yang sering digunakan untuk
kemasan prodak makanan dan minuman.

Gambar 3.2 Struktur kimia PET[5]
Kebutuhan bahan baku resin
PET untuk pembuatan preform adalah
sebagai berikut
Tabel 3.1 Kebutuhan Material Resin PET Tahun 2010

3.3 Jumlah Reject Product
Reject yang terjadi pada
proses produksi preform ini disebabkan
oleh :
·
Trip listrik
·
Trouble pada mesin
·
Proses drying material
yang tidak sempurna
·
Start up
·
Cooling water yang tidak
stabil
Tabel 3.5 Reject produksi preform tahun 2010

4.
IMPLEMENTASI DAN ANALISA HASIL
4.1
Analisa Defect Product
Berdasarkan data yang
didapat dari perform manufacturing, defect – defect yang terjadi pada preform yang diproduksi adalah sebagai
berikut :
Tabel 4.1 Persentase defect prefom
Preform defect
|
Persentase (%)
|
Hazy body
|
20
|
Eccentricity
|
6
|
Yellow tint
|
13
|
Crystalline tip
|
40
|
Air bubbles
|
8
|
Sinking
|
4
|
Condensation marks
|
3
|
Short shot
|
6
|
Total
|
100
|
Tabel 4.2 Jumlah defect
preform selama tahun 2010
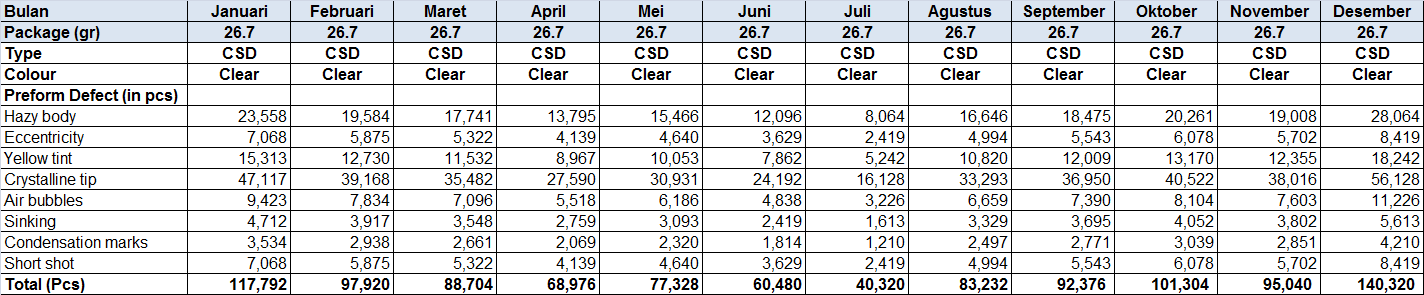
4.2 Penyebab
Defect Product
Defect perform yang terjadi disebabkan oleh adanya masalah
– masalah baik dari mesin injection maupun komponen pendukung seperti di
gambarkan dalam diagram dibawah ini :

Gambar 4.1 Diagram
distribusi penyebab reject preform
Dari diagram diagram diatas, dapat di
tarik kesimpulan bahwa penyebab defect
atau reject pada preform berkisar pada masalah – masalah sebagai berikut :
Tabel 4.3 Persentase
penyebab defect
Penyebab defect
|
Persentase (%)
|
Masalah Drying
|
5
|
Chilled water not ok
|
10
|
Cooling water not ok
|
3
|
Trouble pada mesin injection
|
35
|
Start up
|
15
|
Change over
|
7
|
Listrik trip
|
15
|
Speed terlalu cepat
|
10
|
Total
|
100
|
Sebetulnya masalah – masalah diatas
dapat di minimalisasi dengan melakukan perbaikan pada komponen – komponen
pendukung seperti :
Tabel 4.4 Perbaikan
untuk meminimalisasi penyebab defect

4.3 Biaya Reject Product
Berdasarkan data yang
diperoleh, perhitungan biaya reject
product dapat dihitung dengan mengacu kepada harga material resin PET per
kilogramnya.
1.
Perhitungan biaya reject product pada bulan januari
|
Dimana harga material = Rp.12.436,-
Maka,
Biaya reject = 3.145 kg X Rp.12.436,-
=
Rp.39.111.220,-
2.
Perhitungan biaya reject product pada bulan
Februari
Biaya reject = 2.614 kg X Rp.12.436,-
= Rp.32.507.704,-
3.
Perhitungan biaya reject product pada bulan Maret
Biaya reject = 2.368 kg X Rp.12.436,-
= Rp.29.448.448,-
4.
Perhitungan biaya reject product pada bulan
April
Biaya reject = 1.842 kg X Rp.12.436,-
= Rp.22.907.112,-
5.
Perhitungan biaya reject product pada bulan
Mei
Biaya reject = 2.065 kg X Rp.12.436,-
= Rp.25.680.340,-
6.
Perhitungan biaya reject product pada bulan
Juni
Biaya reject = 1.615 kg X Rp.12.436,-
= Rp.20.084.140,-
7.
Perhitungan biaya reject product pada bulan
Juli
Biaya reject = 1.077 kg X Rp.12.436,-
= Rp.13.393.572,-
8.
Perhitungan biaya reject product pada bulan
Agustus
Biaya reject = 2.222 kg X Rp.12.436,-
= Rp.27.632.792,-
9.
Perhitungan biaya reject product pada bulan
September
Biaya reject = 2.466 kg X Rp.12.436,-
= Rp.30.667.176,-
10.
Perhitungan biaya reject product pada bulan
Oktober
Biaya reject = 2.705 kg X Rp.12.436,-
= Rp.33.639.380,-
11.
Perhitungan biaya reject product pada bulan
November
Biaya reject = 2.538 kg X Rp.12.436,-
= Rp.31.562.568,-
12.
Perhitungan biaya reject product pada bulan
Desember
Biaya reject = 3.752 kg X Rp.12.436,-
= Rp.46.659.872,-
Dari
hasil perhitungan diatas maka dapat digambarkan grafik dari biaya reject produk
sebagai berikut.

Gambar 4.2 Biaya reject produk
Dari grafik diatas dapat diketahui biaya reject product dari bulan januari sampai juli cenderung menurun,
tapi grafik cenderung menanjak kembali dari juli sampai desember. Hal ini
disebabkan oleh jumlah produksi yang tinggi pada bulan agustus – februari,
karena pada interval Agustus – Februari merupakan puncak dari tingkat penjualan
di PT. “X”.
4.4 Analisa Penggunaan Reject
Berdasarkan penelitian yang dilakukan,
penambahan bahan reject pada material
yang baru tidak boleh melebihi 5% dari total material yang akan dipakai untuk
produksi. Jika penambahan lebih dari 5% maka kualitas preform yang dihasilkan
tidak bagus.
Table 4.5 Defect
preform akibat penambahan reject melebihi 5%
No
|
Jenis Defect
|
1
|
Black Spot
|
2
|
Yellow tint
|
3
|
Hazy body
|
4
|
Air bubbles
|
Mengacu dari data reject pada tahun 2010 di atas, maka analisa penambahan reject
terhadap material baru yang akan dipakai untuk pembuatan preform adalah sebagai
berikut :
1.
Penggunaan
reject pada bulan Januari
Karena bulan januari
merupakan awal dari produksi maka penggunaan reject tidak dilakukan di bulan
ini.
2.
Penggunaan
reject pada bulan Februari

= (3.145 kg/107.100 kg) x 100%
= 2,94% < 5% diperbolehkan
|
Karena reject
lebih kecil dari 5%, maka reject
prodak pada bulan januari dapat dipakai seluruhnya di bulan Februari dengan
perbandingan pemakaian sebagai berikut :
Perbandingan pemakaian reject
=
1050 kg x 0,0294
=
30,87 ≈ 31 kg
Jadi, setap pengisian satu bag resin ditambahkan 31 kg reject yang sudah di crasser.
3. Penggunaan reject pada bulan Maret

= 2,26% < 5% à
Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan februari dapat
dipakai seluruhnya di bulan
maret dengan perbandingan pemakaian sebagai berikut
:
Perbandingan
pemakaian reject
=
1050 kg x 0,0226
=
23,73 ≈ 24 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
24 kg reject yang sudah di crasser.
4. Penggunaan reject pada bulan April


=
1,05% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan maret dapat
dipakai seluruhnya di bulan april dengan perbandingan pemakaian sebagai berikut
:
Perbandingan
pemakaian reject
=
1050 kg x 0,0105
=
11.03 ≈ 12 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
12 kg reject yang sudah di crasser.
5.
Penggunaan
reject pada bulan Mei


=
1% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan april dapat
dipakai seluruhnya di bulan mei
dengan perbandingan pemakaian sebagai berikut :
Perbandingan
pemakaian reject
= 1050 kg x 0,0 1 = 10,5 ≈ 11 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
11 kg reject yang sudah di crasser.
6.
Penggunaan
reject pada bulan Juni


=
0,7% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan mei dapat
dipakai seluruhnya di bulan juni
dengan perbandingan pemakaian sebagai berikut
:
Perbandingan
pemakaian reject
= 1050 kg x 0,007
= 7,35 ≈ 8 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
8 kg reject yang sudah di crasser.
7.
Penggunaan
reject pada bulan Juli


=
0,68% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan juni dapat dipakai
seluruhnya di bulan juli
dengan perbandingan pemakaian sebagai berikut :
Perbandingan
pemakaian reject =
1050 kg x 0,0068
=
7,14 ≈ 8 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
8 kg reject yang sudah di crasser.
8.
Penggunaan
reject pada bulan Agustus


=
0,4% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan juli dapat
dipakai seluruhnya di bulan
agustus dengan perbandingan pemakaian sebagai
berikut :
Perbandingan
pemakaian reject = 1050 kg x 0,004
=
4,2 ≈ 5 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
5 kg reject yang sudah di crasser.
9.
Penggunaan
reject pada bulan September


= 0,89% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan agustus dapat
dipakai seluruhnya di bulan
agustus dengan perbandingan pemakaian sebagai
berikut :
Perbandingan
pemakaian reject = 1050 kg x 0,0089
=
9,345 ≈ 10 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
10 kg reject yang sudah di crasser.
10.
Penggunaan
reject pada bulan Oktober


= 0,97% < 5% à
Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan september dapat
dipakai seluruhnya
dibulan oktober dengan perbandingan pemakaian sebagai
berikut :
Perbandingan pemakaian
reject = 1050 kg x 0,0097
=
10,2 ≈ 11 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
11 kg reject yang sudah di crasser.
11.
Penggunaan
reject pada bulan November


= 1,09% < 5% à
Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan oktober dapat
dipakai seluruhnya di bulan
november dengan perbandingan pemakaian sebagai
berikut :
Perbandingan
pemakaian reject =
1050 kg x 0,0109
= 11,46 ≈ 12 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
12 kg reject yang sudah di crasser.
12.
Penggunaan
reject pada bulan Desember


= 0,95% < 5% à Diperbolehkan
Karena reject lebih kecil dari 5%, maka reject prodak pada bulan oktober dapat
dipakai seluruhnya di bulan
november dengan perbandingan pemakaian sebagai
berikut :
Perbandingan pemakaian
reject = 1050 kg x 0,0109
= 11,46 ≈ 12 kg
Jadi, setiap
pengisian satu bag resin ditambahkan
12 kg reject yang sudah di crasser
.

Gambar 4.3 Penambahan
reject perbulan
Dari grafik diatas, penambahan reject terbanyak terjadi pada bulan
Februari. Hal ini disebabkan karena reject
pada bulan sebelumnya yaitu bulan Januari jumlahnya paling banyak, karena pada
bulan Januari department preform
manufacturing masih dalam kondisi trial. Sehingga reject yang dihasilkan begitu banyak.
5. Kesimpulan
Berdasarkan analisa dari hasil perhitungan yang ada, maka
dapat ditarik kesimpulan sebagai berikut :
1. Berdasarkan data yang
diperoleh jumlah reject product pada
tahun 2010 mencapai 1.064.008 pieces
atau 28.409 kilogram.
2. Kebutuhan material resin
tahun 2010 sebesar 2.557.800
kilogram atau seharga Rp.31.808.800.800,-
3. Berdasarkan hasil
perhitungan yang dilakukan, biaya reject
product pada tahun 2010 sebesar Rp.353.294.324,-
4.
Defect perform yang terjadi
disebabkan oleh adanya masalah – masalah baik dari mesin injection maupun komponen pendukung seperti :
a. Masalah Drying
b.
Chilled water not ok
c.
Cooling water not ok
d.
Trouble pada mesin injection
e.
Start up
f.
Change over
g. Listrik trip
h. Speed
terlalu cepat
5. Agar kualitas preform yang dihasilkan bagus, maka
tingkat perbandingan reject yang
digunakan tidak boleh melebihi 5% dari material baru. Apabila reject yang digunakan melebihi 5% maka
akan timbul defect seperti :
a.
Black spot
b.
Yellow tint
c.
Hazy body
d.
Air bubbles
6. Penggunaan reject selama satu tahun dapat menekan
biaya sebesar Rp.306.634.452,-
DAFTAR PUSTAKA
1. Arifin,
Z. Ahmad, Analisis Pengukuran
Produktivitas Pada Kinerja Area CNC-Membrane Dengan Metode MMR, Universitas
Jayabaya, Jakarta, 2009.
2. Halim,
Mohamad, dkk., Manajemen, Institut
Teknologi Bandung, Bandung, 1987.
3. Haypet Manual Book, Husky Injection Molding Systems, 2005
4. Kusuma,
P. Bagus, Pengendalian Persediaan Bahan
Baku Untuk Produksi Semen, di PT. “XYZ” Secara Optimal, Universitas
Jayabaya, Jakarta. 2009.
5.
Plastic
System Manual Hand Book, 2011
6. Purnomo,
Hari, Pengantar Teknik Industri, Graha
Ilmu, Jogjakarta, 2004.
7. Standar Oprating Procedure,
Coca – Cola Bottling Indonesia, 2010
8. www.wikipedia.com














 UCL =
UCL = 
 b). Batas
Kendali Bawah (Lower Control Limit = LCL)
b). Batas
Kendali Bawah (Lower Control Limit = LCL) = Rata-rata rangkap
sampel atau nilai target yang ditetapkan untuk proses.
= Rata-rata rangkap
sampel atau nilai target yang ditetapkan untuk proses. Z = Jumlah
standar deviasi (2 untuk tingkat keyakinan 95,45%, 3 untuk 99,73% ).
Z = Jumlah
standar deviasi (2 untuk tingkat keyakinan 95,45%, 3 untuk 99,73% ). Rasio
kemampuan proses, Cp dihitung sebagai :
Rasio
kemampuan proses, Cp dihitung sebagai : = Rata-rata proses.
= Rata-rata proses. = Standar deviasi proses
= Standar deviasi proses

 =
7,075 gram
=
7,075 gram =
0,806 gram
=
0,806 gram




 =
7,075 gram
=
7,075 gram




Thus sought to create new breakthroughs to make the jack lifting the car a more practical and efficient. Thus the technique as a degree candidate, got an idea thought up to design an automatic hydraulic lifter on the truck..





 Waktu
penellitian dan proses pengerjaan alat dilakukan sejak tanggal 5 Januari 2012.
Sampai dengan selesai.
Waktu
penellitian dan proses pengerjaan alat dilakukan sejak tanggal 5 Januari 2012.
Sampai dengan selesai.




=
252 kg x 50
Analisa Pengukuran
Produktivitas Pada Kinerja Area CNC-Membrane
Dengan Metode MMR (Machine
Measurement Report) Di PT. Z
Achmad Zainal Arifin[1]
Rudi Yulianto[2]
[1].
Mahasiswa Jurusan Teknik Mesin Konsentrasi Mesin Industri FTI-UJ
[2].
Dosen Tetap Jurusan Teknik Mesin FTI-UJ
Abstrak
Rendahnya tingkat
produktivitas di Area CNC-Membrane di tahun 2008 mengakibatkan tingkat suplai
komponen dari area tersebut juga rendah. Hal ini mengakibatkan ketepatan jadwal
ekspor menjadi bermasalah. Maka perlu adanya analisa lebih detil mengenai
hal-hal apa saja yang menyebabkan produktivitas menjadi rendah. Dengan metode
MMR (Machine Measurement Report) diharapkan semua temuan faktor yang menghambat
produktivitas dapat diatasi. Dengan metode ini didapat data : Available Hours,
Indirect Time, Applied Hours, Earned Hours sehingga dapt dihitung Efisiensi,
Utilisasi & Efektivitas. Setelah dilakukan analisa ini akan ditemukan permasalahan
yang ada dan dapat dibuat rencana
tindakan untuk meningkatkan produktivitas di Area CNC Membrane. Pada
akhirnya dapat mensupport jadwal eksport dengan baik.
Abstract
Low productivity
value in CNC- Membrane Area at 2008 resulted in supply level component from
this area get low too. This condition
resulted in export schedule got the problem. So, need more detail
analyze to know so many factors that cause low productivity. Analyze with MMR
(Machine Measurement Report) methode we hope can solve that problem. With this
methode we can get the data of : Available Hours, Indirect Time, Applied Hours,
Earned Hours, so that can measure Efficiency, Utilization and Effectiveness.
After analyzed can find so many inefficiency factors and we can make action
plan for solve the productivity problem in CNC-Membrane Area. Finally, can
support export schedule.
1. Pendahuluan
Persaingan dunia industri,
khususnya Panel Furniture dewasa ini semakin berkembang pesat. Kecepatan dan
ketepatan pemenuhan order baik lokal maupun ekspor sangat menentukan
diterimanya suatu produk oleh costumer.
PT. Z adalah market leader
dalam industri panel furniture. Dimana masalah yang dihadapai adalah
keterlambatan pemenuhan jadwal ekspor dikarenakan masih rendahnya tingkat
produktivitas di area CNC-Membrane. Dimana area tersebut adalah area vital
dalam mensupport komponen prioritas sebagai salah satu komponen produk
ekspornya.
Oleh karena itu penulis merasa
perlu melakukan analisa di area tersebut dengan metode MMR (Machine Measurement
Report) dimana akan ada data lebih detil untuk menjadi bahan analisa untuk
meningkatkan produktivitas di area tersebut.
Pengukuran dengan metode MMR
ini akan dipengaruhi oleh beberapa hal :
· Waktu
yang tersedia (Available Hours)
· Waktu
yang terbuang (Indirect Time)
· Waktu
yang terpakai (Applied Hours)
· Waktu
output standar (Earned Hours)
· Efisiensi
(Efficiency)
· Utilisasi
(Utilization)
· Efektifitas
(Effectiveness)
2.
Landasan
Teori
Produktivitas
merupakan ukuran utama yang digunakan untuk mengukur kinerja dari sebuah sistem
atau dapat pula dikatakan produktivitas merupakan ukuran bagaimana baiknya sumber
daya dikelola dan dimanfaatkan untuk
mencapai hasil yang diinginkan.
Ada
beberapa literatur yang mendefinisikan produktivitas, antara lain :
a. Productivity is equal to output devided by one its
production element , yaitu output dibagi dengan elemen produksi yang
dimanfaatkan (Organization For Economic
and Develpment / OECD )
b. Perbandingan
antara yang dihasilkan dari proses produksi dengan elemen-elemen produksinya. (International Labour Organization – ILO )
c.
Tingkat efektivitas pemanfaatan setiap elemen
produktivitas (European Productivity
Agency – EPA ).
d.
Produktivitas dapat didefinisikan sebagai hubungan antara
masukan-masukan dan keluaran-keluaran suatu sistem produksi (T. Hani Handiko, Dasar-dasar Manajemen
Produksi dan Operasi, edisi I, BPFE, Yogyakarta, 1984)
e.
Produktivitas adalah sebuah konsep yang menggambarkan
hubungan antara hasil (jumlah barang dan jasa yang diproduksi) dengan sumber
(jumlah tenaga kerja, modal, tanah, energi dan sebagainya) yang dipakai untuk
menghasilkan hasil tersebut (Dr. Basu
Swastha DH, SE, MBA & Ibnu Sukotjo W, SE, Pengantar Bisnis Modern, edisi
III, Yogyakarta, 1988)
Secara
umum pengukuran produktivitas dinyatakan sebagai rasio antara keluaran terhadap
masukan, atau rasio hasil yang diperoleh
terhadap sumber daya yang dipakai :
keluaran
Produktivitas = -------------
masukan
 |
|||
|
|||
hasil yg diperoleh
Produktivitas
= ------------------------
Sumber yg digunakan
Jika
dalam rasio itu masukan yang dipakai untuk menghasilkan keluaran dihitung
seluruhnya maka produktivitas total (Total
Factor Productivity , TFT). Tetapi bila yang dihitung sebagai masukan hanya
komponen tertentu saja maka disebut produktivitas parsial (Partial Productivity).
· Produktivitas
Total =
|
Keluaran
------------------------------------------
(tenaga kerja + mesin +
material)
· Produktivitas
Parsial =
|
Keluaran keluaran
------------------------ = --------------
Biaya tenaga kerja jam kerja
Pengukuran
produktivitas terutama berguna di dalam membandingkan hasil yang dicapai antara
satu periode dengan periode lain. Karena produktivitas dapat diukur dalam
berbagai cara maka sering digunakan indeks untuk mempermudah perbandingan.
Apabila indeks digunakan maka produktivitas pada periode dasar diberi nilai
100, sehingga mudah untuk diketahui peningkatan atau penurunan produktivitas
dari suatu periode tertentu dibandingkan dengan periode yang lain atau dari
satu bagian dengan bagian yang lain pada periode yang sama. Indeks produktivitas
dapat dituliskan sebagai berikut :
Produktivitas
Periode tertentu
-------------------------------------
x 100 %
Produktivitas
Periode Dasar
Penekanan produktivitas lebih pada
efektivitas dalam menghasilkan output dengan efisiensi pada penggunaan input.
Hal tersebut dapat dilihat dari skema berikut :
|
 |
 |
|||||
|
|||||||
Untuk meningkatkan
produktivitas maka langkah awal yang harus dilakukan adalah pengukuran
produktivitas. Kemudian langkah berikutnya pemahaman terhadap faktor-faktor
yang mempengaruhi tingkat produktivitas dan memilih faktor-faktor peningkatan
produktivitas yang sesuai dengan situasi dan kondisi tertentu.
Faktor-faktor yang mempengaruhi
produktivitas dalam proses produksi di area CNC-Membrane PT. Z adalah sebagai
berikut :
a
Waktu yang tersedia (Available Hours) :
Adalah
waktu yang telah disediakan oleh perusahaan sebagai sumber daya yang harus
dikelola untuk proses produksi menghasilkan output.
b. Waktu
yang terbuang (Indirect Time)
Adalah
waktu yang tidak menghasilkan output (terbuang) dikarenakan oleh hal-hal sbb :
·
Waktu
Setting (Convertion Time)
Disebut
juga waktu setting mesin, mal, resetting yang disebabkan oleh adanya trouble
saat proses. Pada awal proses selalu dilakukan setting mesin untuk mendapatkan
panas mesin yang sesuai.
· Ketiadaan Suplai Material (Material shortage)
Waktu
proses produksi yang hilang diakibatkan oleh : menunggu material / komponen
yang belum terkirim dari area / proses sebelumnya.
· Pertemuan (Meeting / Briefing)
Waktu
proses produksi yang hilang diakibatkan oleh Operator mesin harus meeting :
briefing pengarahan, dipanggil atasan dan training.
· Waktu Mesin Berhenti (Machine Down Time)
Waktu
proses produksi yang hilang diakibatkan oleh mesin rusak dan perlu di service
oleh teknisi atau karena Jadwal Preventive Maintenance.
· Sholat
Waktu
proses yang hilang diakibatkan operator harus mengerjakan sholat.
· Permasalahan Power Listrik (Electrical Blackout)
Waktu
proses yang hilang akibat adanya Power / listrik off (padam)
· Loitering
Waktu
proses yang hilang diakibatkan oleh opertor meninggalkan mesin karena
kepentingan : ke toilet, mengambil air minum, sakit / kecelakaan kerja, ke
personalia, dll.
· Lain-lain (Others)
Waktu
proses produksi yang hilang diakibatkan oleh selain hal-hal diatas, seperti :
operator dinas luar / cuti, tooling mesin bermasalah sehingga operator harus
menunggu keputusan, mensortir komponen reject, rework komponen dan operator
diperbantukan ke mesin lain.
c.
Unit Per Hour (UPH)
Adalah
standar output per jam yang harus dicapai. Rata-rata setiap komponen proses membrane adalah 60 pcs per jam. Sehingga bisa
ditetapkan bahwa standar UPH komponen adalah 60.
Metode MMR
Di PT. Z khususnya di area
CNC-Membrane terdapat berbagai alat untuk monitoring / pengendalian output
produksi, seperti :
1) Check
Sheet : untuk pencatatan & pengendalian hasil sampling
output proses secara berkala.
2) Daily
Hourly Performance (DHP) : untuk
pencatatan setiap output dari waktu ke waktu serta semua permasalahan yang
terjadi yang menyebabkan proses terhambat. Dalam DHP ini lebih fokus ke jumlah
output dan waktu proses.
3) Kartu Pengendalian Proses Produksi (KP3) :
untuk mengendalikan penyelesaian output per pallet per Order Produksi (OP) guna
pengiriman ke area / proses selanjutnya.
Dari ketiga alat monitoring
tersebut, yang berhubungan langsung dengan analisa produktivitas adalah DHP (Daily Hourly Performance). Karena hasil
penulisan DHP yang dilakukan oleh operator akan menjadi parameter produktivitas
area tersebut setelah diolah oleh bagian Data Process dalam bentuk MMR (Machine Measurement Report).
·
Applied Hours (waktu
sesungguhnya dipakai untuk berproduksi)
·
Earned Hours
(waktu yang dibutuhkan sesuai standar)
·
Efficiency ( prosentase kesesuaian output
proses terhadap standar UPH)
·
Utilization (prosentase pemanfaatan waktu
yang disediakan)
·
Effectiveness (prosentase
waktu yang dipakai dalam menghasilkan output)
atau
3. Gambaran Umum
Proses membrane di area CNC
Membrane PT. Z adalah melapisi dengan mesin komponen hasil CNC Router komponen material Medium
Dencity Fiberboard (MDF) dengan
foil PVC (ketebalan 0.23 mm).
Mesin membrane bekerja sebagai
alat bantu untuk melakukan pengepresan dengan karet bertekanan angin dan
bertemperatur 110oC selama sekitar 120 detik per cycle proses per loader. Komponen sebelum di press dilakukan
pengeleman dengan spray glue dan
dikeringkan selama 15 menit.
Berikut adalah tahapan proses :
a.
Proses CNC Router
b.
Proses Pengeleman / Spray
booth
c.
Proses pengeringan
d.
Proses Pengepresan / Membrane
e.
Proses penysetan foil
f.
Proses pendinginan
g.
Proses Penyusunan
4. Analisa
& Pembahasan Data
Dalam penelitian dan pembahasan data ini metode yang digunakan penulis
adalah melakukan observasi, interview dan analisa terhadap data-data yang ada
dalam periode kurun waktu 12 bulan yaitu bulan Januari 2008 sampai Desember
2008.
Dari data tersebut, dilakukan perhitungan dengan metode Partial Productivity & Index
Productivity dengan produktivitas bulan Januari sebagai periode dasar.
Sebagai bahan perbandingan
untuk perhitungan produktivitas dapat dilakukan dengan penghitungan metode MMR (Machine Measurement Report). Dimana
perhitungan dilakukan dengan mengolah data yang ada, sbb :
Untuk Bulan Januari 2008
· Available Hours = 16 jam x 20 hari = 320 jam
· Indirect Time = 29,95 jam
· Applied Hours = 320 – 29,95 = 290,05 jam
· Earned Hours = 16.179 / 60 = 269,65 jam
· Efficiency =
(269,65 / 290,05) x 100% = 92,96 %
· Utilisasi = (290,05 / 320 ) x 100 % = 90,64 %
· Effectiveness = (267,86 / 320 ) x 100 % = 84,27 %
Dari
tabel dan grafik diatas dapat dilihat bahwa Effectiveness
paling tinggi terjadi pada bulan Agustus (85,4%), dan terendah pada bulan Maret
(81,5%). Hal yang sama juga dalam Efisiensi dan Utilisasi, bulan Agustus
tertingi (94,1% dan 90,80%) dan terendah pada bulan Maret (91,3% dan 89,3%).
Bila
dibandingkan dengan perhitungan produktivitas maka dapat diketahui bahwa kedua
cara perhitungan dapat menghasilkan kesimpulan yang sama untuk pengukuran
tingkat kinerja di suatu area.
Hanya
saja pada perhitungan produktivitas sebenarnya hanyalah membandingkan antara
output per jam dengan standar UPH yang telah ditetapkan / distandarisasi
melalui time study. Semakin dekat
dengan standar UPH, maka semakin produktif dan sebaliknya semakin jauh dari
standar UPH akan semakin tidak produktif. Dalam hal ini yang menjadi ukuran
standar UPH di area CNC-Membrane adalah 60 pcs/jam.
Penyebab rendahnya
produktivitas adalah Indirect Time
yang tinggi, maka analisa lebih jauh dengan data Indirect Time sbb :
Pada
tabel diatas dapat dilihat bahwa ada 8 faktor yang terdapat dalam Indirect
Time. Dan dari 8 faktor tersebut dapat kita bagi dalam 4 kategori sebagai
berikut :
· Man (manusia) : Meeting,
Sholat, Loitering
· Machine (mesin) : Convertion Time, Machine Down Time,
Electrical Blackout.
· Material (matrial) : Material Shortage
· Others (Lain-lain) : Others
Maka tabel diatas dapat diringkas menjadi sebagai berikut
:
Analisa Indirect Time faktor MAN :
· Kegiatan
sholat dilakukan serentak oleh semua operator mesin
· Waktu
sholat yang dilakukan lebih dari 15 menit (sesuai yang diberikan oleh
perusahaan)
· Pada
saat setelah sholat, operator tidak langsung mengoperasikan mesin.
· Kegiatan
loitering, seperti pengambilan pallet, air minum dilakukan dengan memberhentikan
mesin.
· Meeting
/ briefing terlalu sering dilakukan untuk menyampaikan informasi yang sama.
Analisa Indirect Time faktor MACHINE :
· Ketidakmerataan
kemampuan / skill opertor dalam melakukan setting mesin
· Ketidakmerataan
kemampuan / skill opertor dalam melakukan penanganan masalah (troble shooting)
· Ketidaksiapan
menunggu spare part dalam servis mesin
· Lamanya
waktu penanganan masalah permesinan oleh bagian engineering (mekanik)
Analisa Indirect Time faktor MATERIAL :
· Suplai
komponen dari bagian glue spray tersendat karena lem lambat kering
· Suplai
komponen terhambat karena material tidak standar (gembur), sehingga perlu waktu
spray lebih lama.
· Kemampuan
/ skill opertor bagian glue spray yang tidak merta sehingga kecepatan proses
tidak stabil.
Analisa Indirect Time faktor OTHERS :
· Gagal
proses / reject komponen sehingga harus dirework
Langkah
– Langkah Untuk Meningkatkan Produktivitas
· Pengaturan
waktu sholat yang lebih baik
· Melakukan
supervisi dalam hal disiplin waktu kerja
· Melakukan
analisa efisiensi kerja (pengambilan palet, air minum tanpa memberhentikan
mesin)
· Melakukan
meeting / briefing hanya bila diperlukan saja.
· Melakukan
operator skill mapping (pemetaan
kemampuan operator)
· Mengadakan
training untuk meningkatkan kemampuan opertor dalam menekan waktu setting dan
menagani masalah.
· Pengadaan
spare part secara terencana sesuai
umur pakai (life time).
· Melakukan
sortir di bagian incoming material
dengan baik agar material yang terkirim ke area produksi sesuai standar.
· Bila
harus menangani komponen reject, lakukan di bagian servis tanpa menggangu
operator proses.
1. KESIMPULAN
& SARAN
Kesimpulan
a
Pengukuran produktivitas sangat diperlukan untuk
mengetahui seberapa efisien sitem produksi dapat diterapkan.
b
Dengan keakuratan analisa yang tinggi maka akan mempermudah
dalam hal perbaikan sistem untuk meningkatkan produktivitas dan mengantisipasi
terulangnya masalah yang pernah terjadi di masa lalu.
c
Tingkat produktivitas di area CNC-Membrane PT. Z
dipengaruhi oleh :
-
Waktu yang terbuang (indirect time) karena tidak
disiplinnya operator dalam memanfaatkan waktu sholat.
-
Tidak meratanya skill operator dalam mengoperasikan mesin
dan menagani masalah (trouble shooting)
-
Penanganan trouble mesin yang lambat dari bagian
engineering
-
Material unstandar yang
lolos dari bagian incoming
-
Masih adanya proses rework komponen reject oleh operator
mesin
d
Dari analisa korelasi diketahui terdapat hubungan yang
sangat kuat (negatif) yang berati bahwa produktivitas dengan faktor indirect
time diatas adalah berbanding terbalik yaitu semakin tinggi indirect time
tersebut maka mengakibatkan penurunan tingkat produktivitas dan sebaliknya.
e
Faktor yang paling berpengaruh dalam peningkatan dan
penurunan produktivitas di area CNC-Membrane PT Z berdasarkan data tahun 2008
adalah indirect time karena faktor manusia (57.81%), mesin (29.94%), material
(7.08%) dan lainnya (5.17%)
Saran
Dengan mengetahui hal-hal yang sangat berpengaruh pada produktivitas di
area CNC-Membrane PT. Z, maka penulis memberikan saran antara lain :
· Memonitoring
secara berkelanjutan pengukuran produktivitas dan pelaksanaan peningkatan produktivitas.
· Memperketat
disiplin waktu dalam bekerja sesuai dengan aturan yang sudah diberlakukan
· Melakukan
Operator Skill Mapping (pemetaan
kemampuan opertor) untuk mengetahui pemerataan kemampuan kerja operator
· Melakukan
training sesuai kebutuhan guna mengoptimalkan kemampuan operator.
Contoh Format Operator Skill
Mapping :
Daftar Pustaka
Buku
- Sukanto Reksohadiprojo & Indriyo Gitosudarmo, Manajemen Produksi, Edisi 4, BPFE Yogyakarta, 2000
- Manahan P. Tampubolon, Manajemen Operasional, Edisi Pertama, Ghalia
Indonesia, 2004
- Zulian Yamit, Manajemen Produksi
Dan Operasi, Edisi Kedua, Ekonisia Fakultas Ekonomi UII, 2003
- Elwood S. Buffa & Rakesh K. Sarin, Modern Production / Operations Management, Eight Edition, John
Wiley & Sons, Singapore
- -, Standard Operating
Procedures, Perencanaan Dan Pengendalian Produksi, PT Z, 2006
pembahasan, yaitu kualitas proses.
Secara khusus proses yang dibahas adalah kualitas proses penyeimbangan ban atau
Tire Balancing pada jalur perakitan
atau assembling. Proses ini sangat penting dan berkaitan langsung terhadap
fungsi dan kenyamanan mobil dan juga salah satu poin regulasi yang ditetapkan
pemerintah Jepang. Banyaknya klaim purna jual di Jepang untuk mobil ini
berkaitan dengan proses penyeimbangan ban ini.
Proses penyeimbangan ban
merupakan merupakan akhir dari proses sub-assy
tire. Adapun aliran proses sub-assy
tire dapat dilihat pada gambar 1-1.
Gambar 1-1. Diagram alir proses Sub-assy tire
Proses identifikasi masalah
dilakukan dengan menggunakan metode Diagram Sebab-Akibat atau Cause-Effect Diagram, dimana analisa
dilakukan terhadap metode pekerjaan, mesin yang digunakan, man power atau tenaga kerja, material
atau bahan baku, dan environment atau
lingkungan (5M+1E).
Untuk menganalisa kualitas
proses penyeimbangan ban, metode yang dipakai adalah SPC atau Statistical Process Control. Dimana
kemampuan proses dalam melaksanakan proses penyeimbangan ban dapat diketahui,
sehingga mesin dapat dinilai masih layak atau tidak untuk digunakan pada proses
tersebut.
2. Metode Analisa
2.1 Diagram Sebab-Akibat (Ishikawa Diagram)
Diagram
sebab-akibat merupakan alat kualitas yang mengidentifikasi
kemungkinan-kemungkinan penyebab yang mengakibatkan suatu masalah terjadi.
Untuk
setiap masalah yang terjadi dapat diakibatkan beberapa penyebab.
Penyebab-penyebab tersebut dibagi menjadi lima kategori, yaitu material, mesin
atau peralatan, manusia, metode, dan lingkungan.
Diagram
ini dipakai untuk mengetahui penyebab masalah yang terjadi pada proses
penyeimbangan ban di jalur assembling PT. ADM.
2.2 Histogram
Histogram
menunjukkan cakupan nilai sebuah perhitungan dan frekuensi dari setiap nilai
yang terjadi. Histogram menunjukkan peristiwa yang paling sering terjadi dan
juga variasi dalam pengukuran [1].
Histogram
digunakan untuk mengetahui distribusi nilai ketidakseimbangan pada sampel ban
setelah proses penyeimbangan ban. Distribusi nilai pada histogram tersebut
menandakan variabilitas proses penyeimbangan ban tersebut.
2.3 Menetapkan Batas Bagan Rata-Rata (Bagan - )
Bagan- digunakan untuk mengetahui kecenderungan proses berada di
area mana. Menghitung Batas Kendali Atas dan Batas Kendali Bawah dengan rumus
sebagai berikut :
a). Batas
Kendali Atas (Upper Control Limit = UCL)
LCL = Dimana :
= Standar
deviasi dari rata-rata sample
2.4 Rasio Kemampuan Proses (Cp)
Sebuah
proses untuk dapat dikatakan mampu, nilainya harus jatuh di antara spesifikasi
atas dan bawah (Heizer, 303). Untuk mengetahui
apakah proses penyeimbangan ban memenuhi spesifikasi yang ditentukan,
maka digunakan perhitungan Rasio kemampuan proses, Cp.
2.5 Indeks Kemampuan Proses (Cpk)
Indeks
Kemampuan Proses, Cpk digunakan untuk mengetahui kemampuan aktual
sebuah proses. Dalam hal ini, kemampuan aktual proses penyeimbangan di jalur
perakitan PT. ADM akan diketahui dengan menghitung Cpk dari proses
tersebut.
Formula Cpk
adalah :
dimana,
3.
Analisa Kualitas Proses Penyeimbangan Ban dengan Metode Diagram Ishikawa
Dalam
analisa proses penyeimbangan ban dengan menggunakan metode diagram sebab-akibat
atau diagram Ishikawa, penyebab masalah dikategorikan menjadi lima, yaitu manusia, mesin, metode, material, dan
lingkungan.
Berdasarkan
diagram Ishikawa pada gambar, penyebab masalah over unbalance terjadi oleh beberapa faktor.
1. Faktor
manusia. Faktor manusia mempunyai beberapa kemungkinan yang mengakibatkan buruknya kualitas proses
penyeimbangan ban beserta produk yang dihasilkannya, yakni operator salah
membaca nilai di mesin, operator salah memberikan timah penyeimbang, dan
operator tidak menjalankan petunjuk kerja.
2. Faktor
mesin. Faktor mesin mempunyai dua penyebab. Penyebab pertama yakni mesin
seringkali error, yang terjadi akibat
beberapa kemungkinan yang terjadi, yaitu perawatan mesin tidak bagus, tidak
dilakukan kalibrasi terhadap mesin, mesin tidak cocok digunakan untuk tujuan
manufakturing, dan tidak dilakukannya pemanasan terhadap mesin saat sebelum
proses produksi dimulai. Sedangkan penyebab kedua yaitu jumlah mesin yang
kurang memadai.
3. Faktor
material. Material di sini adalah ban, roda dan timah penyeimbang. Kemungkinan
penyebab masalah dapat terjadi akibat nilai ketidakseimbangan pada ban melebihi
standar, dan ban mengalami keadaan abnormal.
4. Faktor
metode. Kemungkinan yang mungkin terjadi akibat faktor metode adalah setting
parameter mesin yang salah dan saat sesudah proses pemberian timah penyeimbang
tidak dilakukan konfirmasi ulang terhadap nilai ketidakseimbangan sesudahnya.
4. Perhitungan Bagan - Pada Mesin 1
Berdasarkan
data Mesin 1 (Juli-Oktober 2009) variabel yang didapat adalah
Dengan
menggunakan z = 3, dimana tingkat keyakinan sebesar 99.73%, maka UCL dan LCL
dihitung dengan menggunakan persamaan :
UCL = 
= 7,075 gr + 3.0,806 gr
= 9,492 gram
dan,
LCL = 
= 7,075 gr – 3. 0,806 gr
= 4,658 gram
5.
Menghitung Rasio Kemampuan Proses (Cp)
Untuk mengetahui
kemampuan proses penyeimbangan ban dalam memenuhi spesifikasi, maka Cp
harus dihitung. Cp dapat dihitung dengan menggunakan persamaan
(2.5). Berdasarkan data-data sebelumnya, maka Rasio Kemampuan Proses untuk
setiap mesin adalah :
a.
Mesin
1
Untuk
Spesifikasi atas dan spesifikasi bawah ditentukan berdasarkan desain, yaitu :
LCL = 0
gram,
UCL = 9,5
gram
Maka,
Dari
perhitungan tersebut, Cp untuk Mesin 1 adalah 1,965. Karena Cp >
1, maka proses dapat dikatakan sangat mampu.
6.
Menghitung Indeks Kemampuan Proses (Cpk)
Untuk
mengetahui apakah nilai rata-rata pengukuran berada dalam nilai tengah
spesifikasi yang ditentukan, maka Cpk untuk proses penyeimbangan ban
harus dihitung. Dengan menggunakan persamaan (2.6), Cpk dapat
diketahui.
Indeks
Kemampuan Rasio untuk tiap-tiap mesin adalah :
a.
Mesin
1
Maka,
Nilai
Cpk adalah nilai yang paling kecil, maka Cpk dari Mesin 1
adalah 1,003. Karena Cpk > 1,0, maka proses memenuhi spesifikasi.
7.
Data Cacat Produksi Setelah Analisa dan Perbaikan
Setelah
dilakukan analisa terhadap proses dan mesin penyeimbangan ban pada jalur
perakitan Van merek “T”, maka dilakukan perbaikan pada bagian-bagian yang
bermasalah. Setelah dilakukan perbaikan, terjadi penurunan cacat produksi dan
klaim dari purnajual yang sangat signifikan dibandingkan sebelumnya, yaitu 3
unit kendaraan.
8. Kesimpulan
Dari
hasil analisa kualitas proses penyeimbangan ban dengan metode diagram Ishikawa,
didapat bahwa dalam pelaksanaannya terdapat banyak faktor penyebab masalah yang
berpengaruh pada kualitas proses tersebut beserta kualitas produk yang
dihasilkannya. Faktor manusia, mesin, material, metode, dan lingkungan
mempunyai andil masing-masing dalam menyebabkan masalah pada proses
penyeimbangan ban yang berakibat kualitas produk yang dihasilkan menjadi buruk.
Sedangkan
berdasarkan hasil analisa dengan menggunakan metode SPC didapat bahwa :
No.
Mesin
|
Cp
|
Cpk
|
1
|
1,965
|
1,003
|
2
|
1,478
|
0,993
|
3
|
2,295
|
1,437
|
4
|
1,376
|
0,97
|
Berdasarkan
data hasil analisa tersebut, maka dapat ditarik kesimpulan sebagai berikut :
1. Kondisi
mesin no. 1 memiliki proses yang sangat stabil
dilihat dari nilai Cp 1,965 yang artinya variasi nilai unbalance yang dihasilkan kecil. Namun
dari Cpk sebesar 1,003 diketahui bahwa proses di mesin no. 1 menghasilkan nilai
unbalance yang memiliki kemungkinan
kecil keluar dari standar yang ditentukan.
2. Dengan
nilai Cp 1,478 menunjukkan bahwa mesin no. 2 mempunyai proses yang stabil
dengan sebaran data yang tidak terlalu menyebar. Namun dengan nilai Cpk 0,993,
ini menunjukkan bahwa mesin no. 2 memiliki kemungkinan agak besar menghasilkan
ban dengan nilai unbalance keluar
dari standar.
3. Dengan
Cp 2,295 menunjukkan bahwa mesin no.3 mempunyai proses yang sangat stabil
dengan variasi nilai yang dihasilkan sangat kecil. Mesin no.3 juga menghasilkan
produk dengan kemungkinan nilai unbalance
dalam rentang standar, dilihat dari nilai Cpk 1,437.
4. Mesin
no. 4 memiliki kemampuan proses yang stabil berdasarkan nilai Cp 1,376. Namun
mesin ini mempunyai kemungkinan kecil menghasilkan produk dengan nilai unbalance di luar standar, dilihat dari
nilai Cpk 0,97.
Dengan
hasil tesebut maka perusahaan harus melakukan perbaikan terhadap mesin yang
memiliki indikasi menghasilkan produk dengan nilai di luar standar.
Perbaikan-perbaikan tersebut dilakukan berdasarkan hasil analisa dengan
menggunakan diagram sebab-akibat.
Setelah
dilakukan perbaikan didapat hasil yang signifikan pada jumlah cacat produksi
dibandingkan sebelumnya. Yang mana pada Februari 2008 hingga Juni 2009 terdapat
11 unit kendaraan yang mengalami masalah, menurun menjadi 3 unit kendaraan
sejak Desember 2009.
Daftar Pustaka
Buku
1. Heizer, J., B. Render., Operation Management., Prentice Hall,
New Jersey, 2005.
2. Jeya Chandra, M., Statistical Quality Control., CRC Press LLC., Florida, 2001.
3. Cox, Neil D., How To Perform
Statistical Tolerance Analysis., Quality Press, Wisconsin, 1986.
4. Naidu, NVR., KM. Babu, G. Rajendra, Total Quality Management., New Age International Ltd., Publishers,
New Delhi, 2006.
PERENCANAAN SISTEM PENGUNGKIT PADA
DONGKRAK HIDROLIK OTOMATIS DENGAN KAPASITAS 10 TON UNTUK KENDARAAN TRUK
Ade
Permadi, Rudy Yulianto2
1Mahasiswa
Jurusan Teknik Mesin Konsentrasi Mesin Manufaktur PESM FTI-UJ
2Dosen
Jurusan Teknik Mesin FTI-UJ
ABSTRAK
Saat ini, dunia industri otomotif berkembang
dengan sangat baik di berbagai bidang, termasuk di bidang kendaraan minibus.
Hal ini juga harus terjadi pada industri pembuatan alat pengangkat dongkrak
hidrolik pada kendaraan minibus. Saat ini alat pengangkat hidrolik yang dipakai
pada kendaraan minibus mengalami perkembangan yang cukup baik, tetapi tidak
cukup baik jika dilihat dari bervariasinya jenis. Bermacam jenis dongkrak yang
diciptakan masih kurang praktis, efisien dan pengoperasiannya masih secara
manual.
Sehingga diupayakan untuk
menciptakan terobosan baru untuk membuat dongkrak pengangkat mobil yang lebih
praktis dan efisien. Maka dari itu sebagai calon sarjana teknik, didapat suatu
ide pemikiran untuk merancang bangun suatu alat pengangkat hidrolik otomatis
pada kendaraan truk.
ABSTRACT
Today,
the world's automotive industry has grown substantially in many areas,
including in the field of minibus vehicles. It must also occur in the manufacture
of hydraulic lifter jack on the minibus. Current tools used in the hydraulic
lift minibus progressing quite well, but not good enough when seen from the
variety of species. Various types of leverage that is created is still less
practical, efficient and still manually operated.
Thus sought to create new breakthroughs to make the jack lifting the car a more practical and efficient. Thus the technique as a degree candidate, got an idea thought up to design an automatic hydraulic lifter on the truck..
PENDAHULUAN
1.1 Latar Belakang Masalah
Kendaraan
roda empat adalah salah satu teknologi yang berkembang pesat Pada masa ini.
Oleh karena itu terdapat banyak sekali komponen yang sangat vital. Salah
satunya ban, Ban mempunyai batas waktu untuk digunakan, dan bila terdapat
kebocoran pada ban harus diganti. Oleh sebab itu, maka dibutuhkan alat untuk
mengganti Ban tersebut. Alat yang biasnya digunakan adalah Dongkrak hidrolik
otomatis.
1.2 Perumusan Masalah
Pada tugas akhir ini membahas bagaimana merencanakan sistem pengungkit
pada dongkrak hidrolik dengan kapasitas 10 Ton.
Beberapa jenis pengungkit yang digunakan pad dongkrak
hidroliks untuk mengangkat sebuah beban.
- Menggunakan sistem transmisi
Pengaturan momen putar dan putaran
didasarkan pada prinsip lengan ungkit.
Dengan lengan pengungkit yang panjang memungkinkan pemindahan beban yang
berta dengan tenaga yang kecil. Sedangkan pengaturan momen putar dan putaran
didasarkan pada prinsip kerja pasangan roda gigi.Poros kopling/Poros input
1. Poros utama/Poros Output
2. Poros bantu/Counter gear
3. Garpu pemindah
4. Roda gigi balik
- Menggunakan sistem pakai piston
Pada permukaan bejana dongkrak
hidrolik terdapat penghisap ( piston ), dimana luas permukaan piston di sebalah
kiri lebih kecil dari permukaan piston yang berada di sebelah kanan. Luas
permukaan piston disesuaikan dengan luas permukaan bejana yang telah di isi
oleh cairan pelumas. Apabila piston yang luas permukaan kecil ditekan kebawah,
maka setiap bagian cairan juga ikut tertekan.
Gambar.
Sistem pengungkit dengan memakai piston
1.3 Tujuan Penulisan
Maksud dari tulisan Tugas Akhir ini, adalah menentukan
sistem pengungkit pada dongkrak
ototomatis dengan kapasitas 10 Ton. Dengan didasari oleh beban kendaraan dan mekanisme hidrolik yang terdapat pada
dongkrak tersebut.
Tujuan penulisan Tugas Akhir ini adalah :
1.
Memahami sistem pengungkit pada dongkrak hidrolik otomatis dengan
kapasitas 10 Ton
2.
Memahami mekanisme Hidrolik yang terdapat pada dongkrak hidrolik
otomatis dengan kapasitas 10 Ton
1.4 Pembatasan Masalah
Supaya pembahasan permasalahan lebih
tertuju dan terkonsentrasi pada permasalahan yang akan dibahas, maka tugas
akhir ini dibatasi sebagai berikut :
1). Sistem penggerak
Sistem mesin ini menggunkan transmisi sabukm dan puli yang digerakkan
oleh motor listrik 1 phasa yang mempunyai putaran 1400 rpm dan putaran rpm 220
rpm.
2) Sistem pengungkit
Sistem pengungkit yang dibuat dari
plat stainless steel.
3). Perhitungan
Perhitungan dilakukan dengan melihat
hasil gaya- gaya yang terjadi dan mekanisme penggerak yang terjadi pada sistem
pengungkit.
1.5 Metoda Penulisan
Metode yang digunakan dalam
mengumpulkan data untuk menyusun tugas ini adalah ;
1) Studi lapangan
Metode ini
digunakan untuk memperoleh informasi dan data yang praktis. Dengan melihat
langsung kondisi suatu masalah, maka didapat suatu bahan perbandingan yang
jelas.
2) Studi Kepustakaan
Meliputi
teori dari buku penunjang dan literature yang didapat di
perpustakaan
dan di toko buku yang berisi tentang :
·
Karakteristik jenis – jenis
mekanisme sistem pengungkit beserta gaya – gaya yang terjadi
·
Perencanaan perhitungan
komponem-komponen yang akan dibutuhkan dalam pembuatan mesin yang akan dibuat.
3) Bimbingan dan konsultasi
Dalam
penyusunan tugas akhir ini, bimbingan dari dosen pembimbing sangat membantu
untuk menyelesaikan masalah-masalah yang dihadapi, sehingga tugas akhir ini dapat selesai dengan baik.
4). Studi laboratorium
Metode ini
meliputi pengujian komponen, rancangan, sistem secara
keseluruhan
sehingga diperoleh informasi tentang kualitas komponen, kinerja alat/mesin dan
spesifikasi akhir dari perancangan yang telah dibuat termasuk melakukan
perbaikan jika terjadi penyimpangan dari spesifikasi yang telah dibuat.
1.6
Sistematika Pembahasan
Adapun
sistematika pembahasan tugas akhir ini adalah bab dan sub bab sebagai berikut :
Bab I Pendahuluan
Berisi tentang latar belakang, perumusan masalah, tujuan
penulisan, pembatasan masalah, metode pengumpulan data, dan sistematika
penulisan.
Bab II Landasan
Teori
Pengertian
hidrolik, perencanaan sistem pengungkit,
jenis-jenis sistem pengungkit, mekanisme sistem pengungkit
Bab III Metodologi
Penelitian
Berisi
tentang diagram alir proses, tempat dan waktu penelitian
|
Bab
IV Berisi tentang perhitungan
perencanaan sistem pengungkit pada dongkrak hidrolik otomatis dengan kapasitas
10 Ton
Bab V Berisi
tentang kesimpulan dan saran
LANDASAN
TEORI
2.1
Dongkrak Hidrolik
Adalah alat yang
digunakan untuk mengangkat kendaraan dengan tingakat ketinggian tertentu. Pada
dongkrak hidrolik terdapat tiga komponen utama yaitu : Pompa hidrolik, tangki (
reservoir ) fluida hidrolik dan silinder hidrolik serta kelengkapan lainnya.
Dongkrak hidrolik bekerja bila
plunger pompa ditekan, fluida yang berda didalam rumah pompa akan megelir
kedalam silinder hidrolik. Bila plunger pompa ditekan secara berulang – ulang
maka fluida yang berda didalam tangki akan dihisap dan ditekan oleh pompa
plunger yang masuk kedalam silnder hidrolik yang akan mendorong piston sehingga
benda atau kendaraan yang berada diatas piston tersebut akan terangkat. Untuk
mengembalikan piston dalam keadaan semula dengan membuka katup pembalik, piston
akan kembali pada tempatnya semula Karena adanya tekanan dari berat benda
Dongkrak hidrolik beroda digunakan
untuk memudahkan penggeseran dongkrak dibawah kendaraan
|
|
Membebani piston dari pompa piston
tunggal dengan gaya gaya
 |
||||
|
||||
Sumber
energi mekanik dapat berupa
a.
Gerakan
tekan dari tangan
b.
Gerakan tekan dari kaki
c.
Gerakan
putar engine
d.
Gerakan putar motor listrik
e.
Dan
lainnya
Pengubah
energi mekanik menjadi energi hidrolik
a. Pompa piston aksial
b. Pompa piston radial
c. Pompa piston roda gigi
d. Pompa sudu
e. Pompa sekrup
Fluida
yang dapat digunakan digolongkan
a. Fire resistance oil
b. Hidrolik mineral oil
Pengubah
energi hidrolik menjadi energy mekanik
a. Silinder kerja tunggal
b. Silinder kerja ganda
2.2 Prinsip
kerja Sistem Hidrolik pada dongkrak hidrolik
Dongkrak adalah
suatu alat untuk menaikkan sesuatu uyang berat. Dongkrak bermacam-macam
bentuknya ada yang kecil dan ada juga yang besar. Cara penggunaan dongkrak itu
sangat mudah yaitu dengan cara memutar atau menggerakkan ke atas atau ke bawah
tuas yang menjadi pemicu dongkrak hidrolik itu bergerak.
Prinsip kerja dongkrak hidrolik
adalah dengan memanfaatkan hokum pascal " Tekanan yang diberikan pada
suatu fluida dalam ruang tertutup akan diteruskan ke segala arah sama
rata". Dongkrak hidrolik terdiri dari dua tabung yang berhubungan yang
memiliki diameter yang berbeda ukurannya.masing-masing ditutup dan diisi aiar.
Mobil diletakkan di atas tutup tabung yang berdiameter besar. Jika kita
memberikan gaya
Prinsip pascal menyatakan bahwa
tekanan yang diberikan pada cairan dalam
suatu tempat akan diteruskan sama besar ke setiap bagian fluida dan dinding
wadah. Tekanan zat cair pada dasar wadah tentu saja lebih besar dari tekanan
cat cair tersebut, sebaliknya semakin mendekati permukaan atas wadah, semakin
kecil tekanan zat cair. Besarnya tekanan sebanding dengan pgh ( p = massa
Prinsip pascal menyatakan bahwa
tekanan yang diberikan pada cairan dalam suatu tempat tertututp akan diteruskan
sama besar ke setiap bagian fluida dan dinding wadah
Sistem hidrolik bekerja karena adanya daya dari mesin
yang diteruskan secara mekanis, elektris atau hidrolis. Sistem hidrolik adalah sistem
daya yang menggunakan fluida kerja cair. Besaran utama dalam sistem ini adalah
tekanan dan aliran fluida. Tekanan menghasilkan daya dorong, sedangkan aliran
menghasilkan gerakan atau kecepatan aliran. Rumus dasar dari sistem hidrolik
adalah
P = F/A=π/4 D2
Dimana :
P = Tekanan
(kgf.cm)
D = Diameter
saluran ( mm )
F = Gaya
A = Luas
permukaan ( mm )
2.3 Komponen sistem hidrolik
Komponen sistem
hidrolik secara umum terdiri dari :
a.
Unit tenaga ( Power Pack ) yang meliputi penggerak mula,
pompa hidrolik, tangki hidrolik dan katup pengaman
b.
Unit penggerak, yang banyak digunakan adalah silinder hidroli
c.
Unit pengatur
d.
Cairan Hidrolik
e.
Pipa saluran
a)
Penggerak mula
Yang dimaksud dengan penggerak mula pada sistem hidrolik yaitu
jenis penggerak sebagai tenaga awal untuk menggerakkan pompa hidrolik. Jenis
penggerak mula yang digunakan untuk menggerakkan pompa hidrolik dapat berupa
pengungkit yang digerakkkan secara mekanik atau motor listrik.
b)
Pompa hidrolik
Fungsi pompa hidrolik yaitu untuk mengalirkan cairan hidrolik ke
seluruh rangkaian hidrolik sehingga unit penggerak dapat bekerja. Tenaga cairan
yang ditimbulkan oleh pompa dan peralatan lain yang mengaturnya sebanding
dengan tenaga mekanik yang menggerakkan pompa. Dengan kata lain tenaga mekanik
dari penggerak mula diubah menjadi tenaga fluida.
fisiensi pompa merupakan
salah satu factor yang perlu diperhatikan dalam menentukan pompa. Dengan
memperhatikan efisiensi pompa akan diketahui berapa volume dan tenaga yang
dihasilkan oleh pompa. Angka efisiensi pompa ditentuka oleh dua factor yang
meliputi dari efisiensi volumetrik dan efisiensi tenaga.
Efisiensi volumetric yaitu perbandingan
antara volume aliran yang dihasilkan ( perpindahahn sebenarnya ) dengan volume
aliran teoritis.
Efisiensi tenaga adalah
perbandingan tenaga yang dihasilkan terhadap tenaga yang masuk.
c). Tangki hidrolik
Tangki hidrolik adalah
bagian dari unit tenaga, ada yang berbentuk segi empat dan ada pula yang berbentuk silinder. Fungsi
tangki hidrolik diantaranya yaitu
a.
Penampung cairan hidrolik sebelum dan sesudah beredar
b.
Pendinginan cairan hidrolik. Didalam cairan hidrolik panas
bercampur dengan cairan dingin sehingga mengalami pendinginan
c.
Menghilangkan gelembung udara. Gelembung yang masuk dalam
rangkaian sangat tidak menguntungkan dan hanya dapat hilang setelah masuk
tangki. Untuk itu maka maka ruang udara didalam tangki harus ada dan cukup
untuk menghilangkan jika terjadi
d.
Mengendapkan kotoran/pencemaran. Agar kotoran yang dibawa dari
rangkaian dan tidak masuk lagi maka pemasangan saluran isap dans saluran balik
dipasang sejauh mungkin dan dipasang penyekat
e.
Tempat pemasangan motor, pompa dan peralatan lainnya.
d). Motor Hidrolik
Motor hidrolik berfungsi untuk menimbulkan tenaga putar.
Motor ini hampir mirip pompa hidrolik pada konstruksinya. Motor hidrolik
dikalsifikasikan menurut displacement, kapasitas gaya
Displacement dalah jumlah oli yang diperlukan motor untuk
berputar satu putaran, atau dengan kata lain kapsitas satu ruangan oli dalam
motor dikalikan dengan jumlah ruangan- ruangan yang ada didalamnya. Tekanan
yang dibutuhkan dalam sebuah motor hidrolik adalah tergantung pada beban, gaya
Disesuaikan menurut arah putaran, motor hidrolik dapat
dibedakan:
1.
Motor searah, motor hidrolik ini bekerja hanya pada satu putaran
saja
2.
Motor bolak-balik, motor ini dapat bergerak tidak satu putaran
saja melainkan dua arah putaran
e). Cairan hidrolik
Cairan hidrolik berbentuk minyak atau pelumas atau oli
dan digunakan sebagai media yang mempunyai tugas sebagai penerus daya,
pelumasan, perapat dan pendingin.
Sifat-sifat cairan
hidrolik:
1 Viscositas yang stabil ,ialah besarnya
tekanan cairan un tuk mengalir. Apabila cairan mengalir dengan mudah berarti
viscositasnya rendah dan biasanya cairan itu encer. Viscositas secarav garis
besar terbagi dua yaitu viscositas unit dan viscositas indek. Yang termasuk
kedalam viscositas unit atau satuan nilai yaitu :
a)
Viscositas mutlak
b)
Viscositas kinetic
c)
Saybolt universal second viscositas
d)
SAE
Nilai kekentalan mutlak ialah besarnya gaya gaya
1 Poise : 100 centipoise
1 Stoke : 100 centistoke
2.4 Tuas atau pengungkit
Tuas atau pengungkit bekerja berdasarkan perbandingan antara
panjang lengan kuasa dengan lengan lengan beban
Beban berada
pada posisi ujung tongkat again bawah, dan gaya gaya
berat dengan gaya gaya berat dengan titik
tumpu dinamakan lengan beban (LB), sedangkan jarak antara gaya gaya yang yang
disebabkan oleh gaya kuasa FX besarnya adalah FX
+ LK, dan oleh gaya
Untuk
mendapatkan keutungan mekanis yang sebesar-besarnya adalh dengan memperbesar
perbandingan antara panjang antara lengan kuasa dan panjang lengan beban.
2.5.
Mekanisme kinematika
Suatu rantai kinematika adalah suatu sistem mata rantai,
yaitu benda kaku yang dikaitkan atau bersinggungan satu terhadap yang lain.
Bila salah satu mata rantai tidak bergerka dan gerkan salah satu mata rantai
lain bergerak ke kedudukan tertentu yang dapat diramalkan, maka sistem itu
disebut rantai kinemtaika tidak terbatas. Suatu mekanisme atau hubungan adalah
rantai kinematika terbatas. Bila mata rantai dibuat tidak bergerak, torak adan
batang penggerak masing-masing mempunyai kedudukan tertentu untuk tiap-tiap
kedudukan engkol.
|
Mesin adalah
mekanisme yang meneruskan gaya gaya
Dinamika didasari hokum
newton :
∑Fx = M.Ax∑Fy = M.Ay
∑T = I. a
2.6 Inversi
Dalam suatu batang yang terhubung berbeda
dalam rantai kinematis sebagai bagian yang tidak bergerak, maka akan memperoleh
mekanisme yang berbeda.
2.7 Translasi
Sebuah benda mempunyai gerakan berupa
translasi, jika ia bergerak sedemikian hingga semua garis-garis lurus dalam
benda tersebut bergerak mengikuti posisi -posisi yang sejajar. Translasi garis
lurus rectilinear translation) adalah suatu gerakan dimana semua titik dari
suatu benda bergerak dalam jalur
garis lurus. Suatu translasi dimana
titik- titik dalam suatu benda bergerak sepanjang jalur yang berupa kurva
disebut translasi menurut kurva (curvilinear translation).
2.8 Gerak
Melingkar
Pengertian
gerak melingkar adalah gerak yang dialami oleh partikel partikel yang berda di
pinggir roda atau gerak dengan lintasan yang berbetuk lingkaran. Dalam gerak
melingkar ada 3 besaran utaman yaitu :
- Perpindahan
sudurt
- Kecepatan
sudut
- Percepatan
sudut
2.8.1 Perpindahan sudut
Perpindahan sudut adalah sudut yang disapu
oleh sebuah garis radial mulai dari posisi awal garis ke posisi akhir garis. Garis bergerak dari posisi awal pada
sudut θo sampai ke posisi akhirnya pada sudut θ. sudut yang disapu oleh garis
radial ini adalah θ-θo(∆θ ). Setiap titik dalam lingkaran mengalami perpindahan sudut yang sama dalam
selang waktu tertentu.
|
Nilai radian dalam sudut adalah perbandingan antara jarak
linier (x) dengan jari – jari roda (r). Radian adalah panjang busur (x) sama
dengan keliling lingkaran (r).
q (rad) = x/r ( Nilai
radian dalam sudut ) …………………… 12
q (rad) = 2π rad (
Nilai radian dalam satu lingkran penuh ).. 13
Keterangan
q (rad) = Nilai radian (
derajat, o )
x = Jarak
linier (mm)
r = Jari –
jari lingkaran (mm)
2.8.2 Kecepatan sudut
Kecepatan
sudut merupakan perubahan lintasan sudut tiap satuan waktu. Dalam gerak lurus
dikenal kelajuan dan kecepatan , dimana kecepatan menyatakan kelajuan berikut
arahnya. Begitu juga dalam gerak melingkar juga terdapat menyatakan arah
melingkar dalam dua arah.
|
Kecepatan sudut sendiri terbagi
menjadi 2 yaitu, kecepatan sudut sesaat dan kecepatan sudut rata – rata.
Kecepatan sudut rata-rata adalah hasil bagi perpindahan sudut dengan selang
waktu.
(w ) = Δq/Δt
Keterangan
(w ) =
Kecepatan sudut rata – rata (rad/det)
Δq = Rata- rata perpindahan sudut (rad)
Δt = Rata – rata selang waktu ( detik)
Sedangkan kecepatan sudut sesaat
adalah hasil bagi perpindahan sudut denga selang waktu yang sangan sedikit.
(w ) = Δq/Δt(sangat kecil )
Jadi : jika ω>0 untuk putaran berlawanan arah jarum jam
Jika
ω<0 untuk putaran searah jarum jam
2.8.3 Percepatan sudut
Percepatan
sudut adalah perubahan kecepatan linear tiap satuan waktu.karena dalam gerak
melingkar kecepatan linear merupakan kecepatan tangensial, maka percepatan yang
diperoleh dari penurunan kecepatan tersebut dinamakan percepatan tangensial
(aT). Maka rumusnya,
|
Α = ∆ω/∆t= dω/dtKeterangan
a = Percepatan sudut (rad/detik)
∆ω = Kecepatan sudut rata (rad/det)
∆t = Rata – rata selang waktu ( detik)
Satuan
percepatan sudut diperoleh dari satuan kecepatan sudut dibagi satuan waktu.
Menurut system SI, satuan percepatan sudut adalah rad /s2, hubungan antara
besar percepatan tangensial dengan percepatan sudut adalah:
aT= α.r
Keterangan
aT =
Percepatan tangensial (rad/detik)
a =
Perpindahan sudut (rad/detik)
r =
Jari – jari lingkaran (mm)
2.9 Gerak
melingkar beraturan
Beraturan (GMB) adalah gerak
melingkar dengan besar kecepatan sudut tetap. Besar Kecepatan sudut diperolah
dengan membagi kecepatan tangensial dengan jari-jari lintasan. Dalam
satu putaran, benda menempuh lintasan linear sepanjang satu keliling lingkaran (2
phi r), di mana r merupakan jarak tepi lingkaran dengan pusat lingkaran.
Kecepatan linear merupakan perbandingan antara panjang lintasan linear yang
ditempuh benda dengan selang waktu tempuh.
.
Gambar
2.16 . Gerak melingkar beraturan
|
Kecepatan Linear = panjang lintasan
linear Selang Waktu Tempuh
V = 2πrf
Keterangan
V = Kecepatan linier (mm/det)
Πr = Panjang lintaasan linier yang ditempuh
benda (mm)
r = Selang waktu tempuh (detik)
2.10 Gerakan relatif
Sebuah benda dikatakan mempunyai gerakan
relatif terhadap benda lain hanya jika mempunyai perbedaan dalam
gerakan-gerakan
2.11 Momen
Momen adalah kecenderungan sebuah gaya
τ = F x l keterangan
τ = Momen gaya ( N.m )
F = Gaya ( N )
I = Lengan gaya (mm)
Lengan gaya merupakan jarak antara titik tumpuan atau poros
ke titik dimana gaya itu bekerja. Jika gaya dikenakan berada di ujung lengan
maka bisa kita katakan lengan gaya ( l ) sama dengan jari-jari lingkaran (r).
METODOLOGI PENELITIAN
3.1 Diagram Alir
Proses
3.2 Tempat
dan waktu penelitian
1. Tempat
Penelitian
Pada
penelitian yang sifatnya perencanaan sistem pengungkit dilakukan tahapan –
tahapan penelitian dengan tujuan agar
mendapatkan hasil yang maksimal. Untuk mengetahui jenis bahan yang akan
digunakan dilakukan di laboratorium di Teknik Mesin Fakultas Teknologi Industri Universitas Jayabaya dengan berkonsultasi pada
dosen pembimbing dan rekan – rekan mahasiswa lainnya. Sedangkan pembuatan alat
pengungkit dilakukan di sebuah bengkel di daerah Cakung, Jakarta Timur.
2. Waktu Penelitian
Waktu
penellitian dan proses pengerjaan alat dilakukan sejak tanggal 5 Januari 2012.
Sampai dengan selesai.
3.3
Metode Peneliltian
Metode yang akan dipakai untuk menyelesaikan
permasalahan yang menjadi objek studi adalah sebagai berikut :
1.
Metode wawancara
Yaitu metode yang digunakan oleh
penulis dengan cara berkonsultasi dengan dosen pembimbing, rekan mahasiswa,
pengguna dongkrak hidrolik manual dan karyawan bengkel dalam hal pembuatannya.
2. Metode studi pustaka
Yaitu metode yang digunakan oleh
penulis dengan cara membaca literatur-literatur dari pustaka, jurnal ilmiah,
makalah, dan artikel dari internet..
3.4
Pengolahan data
Pengolahan data dalam penelitian ini dilakukan dengan
cara-cara sebagai berikut :
a. Pengolahan
data dilakukan setelah ditentukannya jenis sistem pengungkit yang akan
direncanakan
b. Pengolahan
data dilakukan setelah pembuatan alat pengungkit yang akan dipasang pada
dongkrak hidrolik otomatis.
PERHITUNGAN PERENCANAAN LENGAN PENGUNGKIT
|
Diketahui mekanisme kecepatan sudut
antara titik A dan B adalah seperti diatas. Dengan bila kecepatan sudut pada
titik (wn) adalah = 55 rpm ( kecepatan putaran rotor mesin 1/4 phasa )
Maka, 55 rpm = 55 x 2phi/60
= 5,75 rad/s
Diketahui Dimensi lengan pengungkit
yang akan direncanakan :
A Panjang Lengan (AB) = 285 mm
b.Tinggi antara sumbu lengan dengan
Diameter (AD) = 80 mm
c Tinggi antara sumbu poros dengan
diameter (CD) = 50 mm
d Diameter Roda penggerak (D) = 100 mm
e Diameter poros penggerak = 10 mm
f.
Kapasitas
beban yang akan direncanakan (W) = 1000 kg
4.1 Kecepatan absolut
VA3 = VA2 = wn. AD = Arah dari A ke D
(┴AD)
= 5,75 rad/s x 80 mm
= 0,46 m/s
Jadi kecepatan absolut di titik A3 adalah 0,46 m/s
Mencari
percepatan ditiap titik yang akan direncanakan :
4.2 Percepatan di tiap titik :
1.
AD2 = wn2. CD ( Titik antara
sumbu poros dengan Titik yang berada di bawah D1)
= 5,752 x 50 mm
= 1653.12mm/s2
= 1,60 m/s2
Jadi percepatan di titik
AD2 adalah 1,60 m/s2
2.
AA3 = wn2. AD
= 5,752
x 80 mm
= 2645 mm/s2
= 2,64 m/s2
Jadi percepatan di titik
AA3 adalah 2,64 m/s2
3.
AB4 = wn2. AB
= 5,752
x 285 mm
= 9422.81mm/s2
= 9,42 m/s2
Jadi percepatan di titik
AB4 adalah 9,42 m/s2
4.3 Gaya yang bekerja
Dengan persamaan = ∑ Fy = 0 ( asumsi
Rb or F ( force ) = 0.5 )
Ray + Rb – W - Berat Dongkrak
hidrolik yang direncanakan = 0
Ray + Rb = W + Berat Dongkrak
hidrolik yang direncanakan
Ray = 0.5 ( W + hidrolik yang
direncanakan)
Ray = 0.5 ( 1000 + 8)
Ray = 0.5 (1008)
Ray = 504 kg
4.4 Momen yang terjadi pada tuas pengungkit
Dengan persamaan
M
= F.I
Dimana, M = Momen yang terjadi (kg)
F = gaya (kg)
I = lengan Gaya (kg)
Maka :
M
= F.I
= 0.5 x 504
= 252 kg
Bahan tuas pengungkit terbuat dari pipa
baja dengan kekuatan tarik 37 kg/mm2 dengan tegangan ijin bahan dan
angka keamanan Sf1 = 6 dan Sf2 = 1,5
= 
= 4,11 kg/mm2
4.5 Tegangan yang
terjadi pada tuas pengungu
Dalam
hal ini
|
Maka,
Y = 
=
100/2
= 50
mm
I = 
= 3.14/64 (1004-104
)
= 328050 mm4
Maka,
328050 mm4
= 3,8 kg/mm2
Jadi tuas
pengungkit aman digunakan < 
4.6 Analisa
perencanaan pengungkit
Sistem
pengungkit ini digunakan untuk mengungkit poros pada dongkrak hidrolik.
Mekanisme perencanaan sistem pengungkit memperliharkan sistem mekanisme engkol
peluncur yang diberikan ke arah poros pengungkit. Analisa dinamik didefinisikan sebagai
studi mengenai gaya-gaya , gaya-gaya yang menyebabkan tegangan dalam suku
cadang mesin, gaya-gaya sebagai akibat gaya-gaya luar yang dikenakan ke mesin,
dan gaya-gaya inersia akibat gerak setiap suku cadang di dalam mesin. Gaya-gaya
inersia dalam mesin-mesin berkecepatan tinggi dapat menjadi sangat besar, dan
tidak dapat diabaikan seperti yang boleh dilakukan dalam mesin-mesin kecepatan
rendah yang mempunyai suku cadang-suku cadang ringan. Untuk kebutuhan dalam
memahami besarnya gaya-gaya inersia, kita harus mengerti bahwa gaya-gaya
inersia mempengaruhi gaya-gaya yang diterima rangka mesin. KESIMPULAN DAN PENUTUP
5.1 Kesimpulan
Dari hasil perencanaan sistem pengungkit pada dongkrak hidrolik
otomatis , dapat disimpulkan beberapa hal sebagai berikut :
1.
Dongkrak hidrolik
otomatis yang telah dibuat ini dapat
dioperasikan oleh seorang oleh siapapun
2.
Motor penggerak yang
digunakan adalah motor listrik 1 HP 1
phase dengan putaran 1400 rpm dan putaran rotor penggilas 220 rpm.
3.
Kecepatan absolut adalah 1,.8m/s
4.
Dimensi
lengan pengungkit yang direncanakan :
a Panjang
Lengan (AB) = 285 mm
b. Tinggi
antara sumbu lengan dengan Diameter (AD) = 80 mm
c Tinggi
antara sumbu poros dengan diameter (CD) = 50 mm
d Diameter
Roda penggerak (D) = 100 mm
e Diameter
poros penggerak = 10 mm
f. Kapasitas beban yang akan direncanakan
(W) = 1000
DAFTAR
PUSTAKA
G. Niemann,1994. Elemen mesin, jilid 1.
Jakarta:Erlangga
Ir. H. ANWARI,
1992. Kinematika dan kumpulan soal - soal.
Bandung: Ganesa
Pksm.mercubuana.ac.id/new/.../files.../13016-1-452079769893.doc.
25 desember 2011, jakarta
http://file.upi.edu/Direktori/FPMIPA/JUR._PEND._FISIKA/198105032008012-
RAHMA_SUWARMA/4._kinematika_dan_dinamika_rotasi_%5BCompatibility_Mode%5D.Februari
2012,Jakarta










0Awesome Comments!