



BAB I
METROLOGI
Metrologi : adalah ilmu tentang pengukuran.
1.1.
KONSEP PENGUKURAN
Menurut SI :
Besaran
|
Satuan
|
Lambang SI
Rumus
|
Satuan Dasar
|
||
Panjang
Massa
Waktu
Arus Temperatur termodinamika Jumlah zat
Intensitas cahaya
|
meter kilogram sekon
amper
kelvin mole kandela
|
m
kg
s
A
K mol cd
|
Satuan tambahan
|
||
Sudut bidang Sudut ruang
|
radian steradian
|
rad sr
|
Satuan yang diturun kan
|
||
Percepatan
Percepatan sudut
Kecepatan sudut
Luas
Berat jenis Kapasitas listrik
dsb
|
meter per sekon kwadrat radian per
sekon kwadrat radian persekon meter persegi
kilogram per meter kubik farad
|
m/s2 rad/s2 rad/s m2
kg/m3
F
|
Ketelitian atau
Kebenaran : tingkat kesesuaian besaran yang diukur atau dihitung terhadap
standar yang diakui.
Presisi
: mampu ulang (repeatability) proses pengukuran atau kesamaan dari
pengukuran yang dilakukan dalam kondisi yang sama.
Kepekaan
(sensitivity) : kemampuan untuk membedakan perbedaan sewaktu mengukur suatu
besaran.
1.2. DIMENSI DAN TOLERANSI
Untuk menunjukkan ketelitian ditambahkan suatu
toleransi pada suatu ukuran.
Toleransi : besar
variasi yang diperkenankan pada suatu bagian tertentu atau merupakan variasi
total yang diijinkan pada dimensi tertentu.
Contoh : Suatu poros
mempunyai ukuran nominal 63,5 mm, namun nilai ini sulit dipertahankan dalam
produksi karena akan memakan biaya besar, oleh karena itu diberi toleransi
tertentu, variasi sebesar ±0,08
mm dapat diterima. Dimensi dituliskan sebagai : 63,5 ±0,08 mm.
Toleransi
sepihak : variasi terhadap ukuran nominal hanya terdapat dalam satu arah
saja.
misal : 40,00+−00,,0700
Toleransi
dua pihak : variasi terhadap ukuran nominal terdapat dalam dua arah (positf
atau negatif).
misal : 40,00 ±0,07

Gambar 1-1.
Contoh Toleransi sepihak dan toleransi dua pihak.
1.3.
PENGAWASAN MUTU
Pemeriksaan terhadap semua produk (100% dari
setiap produk) akan memakan waktu dan mahal. Dengan teknologi pengawasan mutu
memungkinkan pemeriksaan dilakukan secara matematik dan menetapkan apakah
rangkaian produksi produk dapat diterima.
Langkah-langkah pengawasan mutu :
1.
Periksalah serangkaian produk.
2.
Ukurlah dimensi.
3.
Hitunglah deviasi dimensi terhadap dimensi rata-rata.
4.
Susunlah peta kontrol.
5.
Gambarkan data pada peta kontrol.
Pemilihan sampel yang akan
diukur harus dilakukan dengan bebas.
Variasi ukuran pada produk bisa
disebabkan oleh dua :
a.
penyebab acak
yang tak terelakkan.
b.
penyebab tetap
yang dapat dikurangi
Penyebab tetap dapat
dikurangi karena mencakup faktor-faktor seperti alat perkakas yang tidak baik,
cara pengukuran yang tidak baik, cacat bahan atau buruh yang tak terlatih.
Mencari harga deviasi
standar,σ, ditentukan sebagai berikut :
1. Hitunglah
harga rata-rata dimensi, setiap nilai disebut x,
2.
Hitungla harga deviasi standar dengan rumus berikut :
σ= [(x1 - x)^2 + (x2 - x)^2 + ... + (x3 - x)^2]^0.5
dimana :
x ,x ...... x = dimensi masing-masing sampel, mm
x
= dimensi rata-rata dari sampel
n = jumlah suku cadang dalam setiap sampel
3.
Hitunglah harga deviasi rata-rata, dengan menggunakan
jumlah subgrup, N.
Σσ
σ= ----
N
Penyusunan peta kontrol dilakukan dengan menggambarkan
dimensi rata-rata sampel sebagai fungsi waktu, limit kontrol atas dan limit
kontrol bawah.

Gambar 1-2.
Karakteristik peta kontrol.
Besar
limit kontrol atas dan limit kontrol bawah dihitung menggunakan rumus : A1σ = 3. σx. Harga 3. σx adalah suatu limit yang dapat diterima oleh industri.
Harga A1
dihitung sbb:
Besar
sampel A1
2 unit
|
3,76
|
|
3 unit
|
2,39
|
|
4 unit
|
1,88
|
|
5 uinit
|
1,60
|
|
10 unit
|
1,03
|
Limit toleransi selalu
digambarkan di luar limit kontrol.
Setelah peta kontrol selesai, data-data dimasukkan dalam
kurun waktu tertentu. Jika data tercatat diantara garis kontrtol maka 99,73%
dimensi produk memenuhi persyaratan.
Berarti tidak lebih 3 dari 1000 produk yang tidak memenuhi persyaratan.
Bila titik-titik berada diluar garis kontrol, penyebabnya
harus dicari dan diperbaiki dengan segera.
Bila ukuran-ukuran diamati selama kurun waktu tertentu akan
diperoleh suatu kurva normal seperti gambar berikut :

Gambar 1-3. Distribusi normal dan jumlah (%) suku cadang yang
memenuhi daerah limit sigma.
Contoh
perhitungan :
Suatu
pengukuran yang terdiri dari 11 kelompok dimana masing-masing kelompok terdiri
dari 3 pengukuran, didapatkan hasil sebagai berikut :
Nomor Dimensi Sampel Ukuran rata-rata Deviasi
x1 x2 x3 sampel x σ
1
2,495
2,501 2,499 2,498 0,00252
2
2,501
2,500 2,496 2,499 0,00216
3
2,591
2,495 2,498 2,498 0,00245
4
2,497
2,500 2,503 2,500 0,00252
5
2,497
2,503 2,501 2,500 0,00163
6
2,502
2,500 2,498 2,500 0,00141
7
2,499
2,499 2,496 2,498 0,00216
8
2,500
2,503 2,505 2,503 0,00141
9
2,500
2,497 2,499 2,498 0,00216
10 2,499 2,503
2,501 2,501 0,00163
11 2,503 2,497
2,501 2,500 0,00252
Harga
rata-rata :
27,495
x= ------- =
2,500mm
11
dan Deviasi standar :
0,02286
σ= -------- =
0,002mm
11
Limit
Kontrol Atas (LKA) dan Limit Kontrol Bawah (LKB) :
3. σx. = A1 σ = 2,39 (0,002)
=
0,0048
=
0,005 (kira-kira).

Gambar 1-4. Limit control dan limit toleransi untuk
pengganjal.
1.4.
ALAT UKUR
1.4.1.Blok Ukur Presisi
Berbentuk persegi panjang,
bulat atau persegi empat, mempunyai dua sisi sejajar dengan ukuran yang tepat.
Dibuat dari baja perkakas, baja
khrom, baja tahan karat, khrom karbida atau karbida tungsten.
Digunakan
sebagai pembanding pengukur teliti untuk mengukur perkakas, pengukur dan die
dan sebagai standar laboratorium induk untuk mengukur ukuran selama produksi.
Ketelitian berlaku hanya pada suhu 20 oC.
Ukuran blok ukur karbida yang
terdiri dari 88 blok :
-
3 blok : 0,5; 1,00; 1,0005 mm
-
9 blok dengan imbuhan sebesar 0,001 mm mulai
dari 1,001 hingga 1,009
-
49 blok dengan imbuhan sebesar 0,01 mm mulai
dari 1,01 hingga 1,49 mm
-
17 blok dengan imbuhan sebesar 0,5 mm mulai dari
1,5 hingga 9,5 mm
-
10 blok dengan imbuhan sebesar 10 mm mulai dari
10 hingga 100 mm.
Contoh : bila
diperlukan standar dimensi sebesar 91.658 maka dilakukan kombinasi blok seperti
tabel berikut :
Blok yang digunakan
|
|
Dimensi yang
dikehendaki = 91,658 mm
Perseribu = 1,008
Sisa = 90,658
Perseratus = 1,15
Sisa = 89,5
Persepuluh = 9,5
Sisa = 80
Satuan = 80
Sisa = 0
|
1,008 mm
1,15
9,5
80
91,658
|
Gambar susunan blok :

Gambar 1-5.
Susunan blok ukur hingga mencapai 91,658 mm.
1.5.
Klasifikasi Alat Ukur
Alat Ukur diklasifikasikan
sebagai berikut :
I. Pengukuran linier II.
Pengukuran sudut
A. Pembacaan langsung
|
A. Protaktor
|
1. Penggaris
|
B. Batang Sinus
|
2. Perangkat kombinasi Kombinasi
|
C.
Perangkat
|
3. Pengukur kedalaman
|
D.
Blok Pengukur Sudut
|
4. Kaliper Vernir
|
E. Kepala Bagi
|
5. Mikrometer
|
III.
Pengukur Kerataan Permukaan
|
6. Mesin Ukur
|
A. Sipat
|
a.
mekanik
|
B. Perangkat Kombinasi
|
b.
optik
|
C. Alat ukur permukaan
|
B. Instrumen Pengukur
|
D. Meterprofil
|
pembanding
|
E. Optimal plat
|
1. Kaliper dan Pembagi
|
IV. Pengukur Serbaguna Khusus
|
2. Pengukur teleskop
|
A.
Pneumatik
|
B. Listrik
|
|
C. Elektronik
|
|
D. Laser
|
1.5.1.Kaliper Vernier

Gambar 1-6.
Kaliper vernier.
Digunakan untuk mengukur dimensi bagian dalam dan luar suatu
benda. Vernier terdiri dari bilah utama
dan bilah pembantu.
Bilah Utama dibagi dalam
milimeter. Bilah pembantu dibagi 100.
100 garis pada bilah pembantu sama dengan 49 milimeter pada
bilah utama. Jadi panjang satu garis pada bilah pembantu adalah = 100/49 mm.
Bila suatu garis bilah pembantu berhimpit dengan suatu tanda pada skala utama,
maka harga ukurnya adalah jumlah skala dihitung dari angka 0 x 0,02 mm.
Misal : Garis yang berhimpit pada
bilah utama adalah garis keempat seperti gambar diatas.
Untuk pengukuran dalam :
Skala
Utama = 70 + 8 = 78,00 mm
Vernier = 4 garis x 0,02 =
0,08 mm
ukuran dalam = 78,08
mm
Untuk pengukuran luar :
Skala
Utama = 70 + 0 = 70,00 mm
Vernier = 4 garis x 0,02 =
0,08 mm
ukuran dalam = 70,08
mm
1.5.2.Mikrometer

Gambar 1-7.
Mikrometer dengan kemampuan ukur dari 0 sampai 25 mm.
Mikrometer
terdiri dari sekrup yang berskala samapi 50 dimana setiap skala bernilai 0,01
mm. Disamping itu terdapat skala linier pada barrel yang mempunyai skala 1 mm untuk bagian bawah
dan 0,5 mm untuk bagian atas.
Cara membaca skala pada
mikrometer :
Pertama-tama
perhatikan bilangan bulat pada skala utama barrel, lalu perhatikan apakah
terbaca skala setengah milimeter pada bagian atas skala utama (ada kalanya
dibawah), dan akhirnya bacalah skala perseratusan pada lingkaran.
Nilai ukuran
dari gambar dibaca sbb :
- Skala
utama = 10 x 1,00 mm
= 10,00 mm
- Skala minor = 1 x 0,50 mm =
0,50 mm
- Skala
pemutar = 16 x 0,01 mm
= 0,16 mm
------------------------ +
Nilai = 10,66
mm
Untuk
memperhalus pembacaan mikrometer hingga 0,002 mm, barrel dilengkapi dengan
vernir. Skala vernir terlihat pada gambar diatas pada bagian kanan bawah dimana
vernir mempunyai skala dari 0 sampai 10. Setiap garis vernir mewakili dua
perseribuan milimeter (0,002 mm). Untuk membaca mikrometer vernir perlu
diperhatikan skala utama, skala minor dan skala pemutar, kemudian perhatikan
garis vernir mana yang berhimpit dengan garis skala pemutar.
Dari gambar bagian diatas pada bagian bawah untuk skala
mikrometer vernir bisa dihitung nilai ukuran sbb:
Skala
utama =
10 x 1,00 mm = 10,00
mm
Skala minor =
1 x 0,50 mm =
0,50 mm
Skala pemutar = 16 x
0,001 mm = 0,16
mm
Skala vernir = 3 x 0,002
mm = 0,006
mm
----------------------- +
Nilai = 10,666
mm
1.5.3.Alat Optik
Alat
ukur optik mempunyai ketelitian tinggi dan tidak menyentuh benda yang
diukur. Sebuah mikroskop untuk mengukur
alat perkakas dapat dilihat pada gambar dibawah ini dan bayangan pada alat ini
tidak terbalik.

Gambar 1-8.
Mikroskop pengukur perkakas.
Bagian
yang akan diukur diletakkan pada meja sorong, mikroskop difokuskan dan benda
yang akan diukur diletakkan dibawah garis silang mikroskop. Ulir mikroskop
diputar hingga ujung lainnya berada dibawah garis silang. Selish antara kedua
pembacaan adalah besaran yang diukur. Ketelitian mencapai 1 per 10.000.
1.5.3.Kaliper dan Pembagi
Kaliper digunakan untuk pengukuran kasar, baik untuk
permukaan luar maupun dalam. Alat tidak mengukur secara langsung namun harus
dicocokkan dengan penggaris atau alat ukur lainnya. Kaliper yang digunakan di
bengkel adala jenis kaliper pegas terdiri
dari dua kaki dengan pegas yang dilengkapi mur dan baut untuk
mengencangkannya. Pembagi terdiri dari
dari dua kaki yang lurus dengan ujung yang tajam dan keras. Alat ini dipakai
untuk mentransfer dimensi, membuat lingkaran dan menggambar bagan.
1.5.4.Bilah Sinus

Gambar 1-9. Bilah Sinus.
Digunakan untuk
mengukur sudut dengan teliti atau untuk mengukur kedudukan benda kerja.
Pengukuran dilakukan dengan menggunakan azas trigonometri. Hasil ukur dicari
dengan menggunakan rumus :
sinθ= h 1 −h2 L
Tinggi h1 dan h2
diukur dengan balok ukur.
1.5.6.Pengukur Permukaan
Pengukur permukaan atau pengukur tinggi bisa dilihat pada
gambar dibawah ini. Alat ini bisa digunakan untuk menentukan kesejajaran
permukaan dan untuk menggores ukuran pada bidang vertikal.
Gambar 1-10. Alat Pengukur
Permukaan.
1.5.7.Pelat Rata Optik (Optical Flat)
Alat pelat rata optik digunakan untuk mengukur kekasaran
permukaan. Alat ini terdiri dari lensa datar yang mempunyai kwalitas tembus
cahaya yang tinggi dengan permukaan yang dipolis dengan teliti. Pelat rata
optik dibuat dengan ukuran diameter 25 sampai 300 mm dan ketebalan ±1/6 diameternya.
Prinsip kerjanya adalah : pelat diletakkan diatas permukaan
yang akan diuji kerataan permukaannya, berkas cahaya akan dipantulkan dari
pelat optik dan dari permukaan yang diuji. Bila gelombang cahaya sefasa, tampak
pita terang, bila terdapat perbedaan fasa, tampak pita gelap. Bila tebal
lapisan udara ½ panjang gelombang atau lebih terjadi efek interferensi.
Interferensi antara berkas sinar yang dipantulkan oleh alas pelat optik dan
permukaan benda kerja menyebabkan terjadinya cincin Newton.
Bila permukaannya tak teratur, pola interferensi menyerupai
peta kontur. Bila pita lurus dan jarak satu sama lainnya sama, serta sejajar
dengan garis singgung maka permukaan benda uji sangat rata.

Gambar 1-11
Bila pita lurus akan tetapi jarak antara tidak sama atau
bila pita melengkung, permukaan benda uji tidak rata. Jika panjang gelombang
cahaya diketahui, besar penyimpangan dapat dihitung. Cahaya yang digunakan
biasanya cahaya monokromatik seperti helium fluoresen yang akan menghasilkan
gambar pita yang tajam. Setiap pita menunjukkan perbedaan tinggi sebesar 295 nm
atau setengah panjang gelombang helium.
Gambar diatas memperlihatkan dua benda uji yang diperiksa,
sebuah mempunyai permukaan cekum dan yang lainnya cembung. Gambar A
memperlihatkan setiap pita berubah kelengkungannya setiap dua interval, hal ini
berarti bahwa benda uji lebih tinggi ditengah sebanyak 2,2 x 295 nm = 650 nm
karena kelengkungan pita mengarah ke bagian yang tipis. Pada gambar B terjadi
sebaliknya. Lengkungan empat pita berarti permukaan 4 x 295 = 1168 nm lebih
rendah dibagian tengah.

Gambar 1-12. Pengukuran
lengkungan permukaan. A. Permukaan cembung, bagian tepi 295 nm lebih rendah. B.
Permukaan bagian tengah cekung, 1168 nm lebih rendah.
1.1.1 1.5.8.Kekasaran Permukaan

Gambar 1-13.
Karakteristik permukaan dan lambang penandaan nilai maksimum.
Ketidakrataan permukaan
diperlihatkan pada gambar diatas.
Alat untuk mengukur ketidakrataan diperlihatkan pada gambar
dibawah ini.

Gambar 1.14. Alat pengukur permukaan termasuk pencacah
transduser, amplifier dan indikator untuk mengukur kekasaran permukaan.
Pembacaan skala dalam mikron.
Alat tersebut dari jenis pencacah langsung yang mencatat
kekasaran permukaan dalam mikron terhadap ketinggian tertentu yang ditentukan
terlebih dahulu. Perangkat ini terdiri dari pencacah yang mengubah gerak
vertikal menjadi tegangan listrik (volt), mesin penggerak (pilotor) yang
menggerakkan jarum pencacah dan amplimeter. Tegangan yang diterima amplimeter
dibesarkan dan diolah sehingga hasilnyadapat dibaca. Instrumen mencatat
peruabahan kekasaran rata-rata terhadap garis referensi seperti digambarkan berikut
ini.

Gambar 1.15. Hubungan antara harga rata-rata aritmatik dan akar
kuadrat ratarata yang digunakan sewaktu menentukan kekasaran permukaan.
Perancang dan produsen
berkeinginan untuk membuat produk yang halus dan rata, namun makin halus
permukaan makin tinggi biayanya.

Gambar 1.16. Harga relatif penyelesaian permukaan.
harga yang tinggi diakibatkan oleh mahalnya peralatan dan
biaya tambahan untuk pengerjaan dan inspeksi. Biaya pengemasan dan perlindungan
permukaan yang halus selama perakitan dan pengiriman juga tak kalah
tingginya.
Harga yang tinggi diakibatkan
oleh mahalnya peralatan dan biaya tambahan untuk pengerjaan dan inspeksi. Biaya
pengemasan dan perlindungan permukaan yang halus selama perakitan dan
pengiriman juga tak kalah tingginya.
1.5.9. Berkas Laser
Karena keunggulan sinar laser dimana sinar laser bisa menempuh
jarak yang jauh tanpa terjadi penurunan kwalitas, maka laser banyak digunakan
pada alat ukur.
Sinar laser bisa mengukur dengan ketelitian sampai 100 nm.
Banyak digunakan untuk menguji kelurusan, kerataan, kesikuan dan kedataran
suatu benda.
Laser gas helium-neon banyak
digunakan untuk alat ukur inspeksi.
Interferometer laser digunakan
untuk mengukur jarak. Alat ini terdiri dari tiga bagian : sumber energi,
kombinasi laser dan interferometer, dan sebuah retroflektor. Suatu
splitter-berkas meneruskan setengah cahaya laser ke retroflektor dan
setengahnya lagi ditujukan ke foto detektor. Cahaya yang mengenai retroflektor
dipantulkan kembali ke interferometer sehingga timbul garis-garis interferensi
yang merupakan pola ukuran jarak.
1.5.10. SUKAT (GAGES)
Gage atau Sukat adalah alat
ukur yang mempunyai bentuk dan ukuran tetap. Karena itu pada alat ini tidak
perlu penyetelan.
1.5.11. Sukat Snap
Sukat ini digunakan untuk
pengukuran dimensi luar suatu benda.
Rangka sukat ini berbentuk U dan mempunyai rahang dengan
permukaan ukur. Alat ukur snap ada yang bertipe pas dan bertipe tidak pas.

Gambar 1.17. Sukat Snap.
Kelegaan
alat ukur diatas umumnya adalah 10% dari toleransi produk dimana 5% untuk
kelegaan produk dan 5% untuk kelegaan aus.
1.5.12. Sukat Lubang

Gambar 1.18. Sukat Lubang.
Berbentuk silinder dan digunakan untuk mengontrol ukuran
lubang. Pengecekan bisa dilakukan pada satu ujung atau pada kedua
ujungnya.
Jenis sukat lainnya : sukat ring, sukat tirus, sukat ulir,
dan sukat tebal.
Sukat tirus untuk mengecek
kemiringan lubang.
Sukat tebal atau pengukur celah
digunakan untuk mengecek celah atau mengukur celah tempat-tempat sempit.
1.5.13. Jam Ukur

Gambar 1.19.
Jam ukur dengan landasan magnet.
Alat ini terdiri dari spindel, jarum penunjuk, piringan yang
berskala dan pemegang. Alat ini digunakan untuk mengukur ketidak telitian dalam
penyebarisan, eksentrisitas dan deviasi permukaan yang seharusnya paralel.
Gerakan spindel akan
menggerakan jarum penunjuk. Umumnya jangkauan gerak spindel sama dengan 2 ½
kali perputaran penunjuk.
1.5.14. Komparator Proyeksi

Gambar 1.20. Proyektor profil horisontal.
Prinsip kerja komparator proyeksi sama dengan lampu
proyeksi. Benda diletakkan di muka sumber cahaya dan bayangannya akan
diproyeksikan pada layar dengan pembesaran 20 X atau 50 X, atau bahkan sampai
100 X.
Objek yang
akan diperiksa diletakkan sedemikian sehingga bila terkena cahaya bayangan kontur
obyek akan terlihat pada layar.
Inspeksi kontur banyak
dilakukan pada pembuatan perkakas, die, alat ukur dan berbagai produk seperti :
jarum, gigi gergaji, ulir, perkakas pembentuk, tap dan roda gigi.
1.5.15. Sukat Pneumatik
Sukat pneumatik menggunakan bantuan udara tekan, dimana
pengukuran dilakukan berdasarkan pencatatan jumlah aliran udara atau dengan
mengukur tekanan udara ketika keluar dari pengukur tersebut.
Spindel udara mempunyai dua lubang kecil yang
berhadap-hadapan. Aliran udara dipengaruhi oleh ruang antara benda kerja dan
spindel. Perubahan dalam aliran dicatat oleh jarum yang telah dikalibrasi dan
bisa mencatat sampai ketelitian seperseratus milimeter.

Gambar 1.21.
Skema cara pengukuran diameter dalam dengan spindel.
Dengan sukat jenis ini bisa
dicatat ketirusan, lubang yang tidak bulat sempurna, atau cacat pada permukaan
yang sulit dideteksi dengan pengukur lubang.
1.5.16. Sukat Listrik
Ada
dua jenis :
a.
menggunakan saklar mikro.
b. indikator
jarum dengan dua saklar limit.
Alat dengan saklar mikro digunakan untuk inspeksi benda
kerja yang besar yang mempunyai toleransi 0,05 mm. pemeriksaan dimensi
dilakukan dengan saklar mikro yang disetel dengan bantuan balok ukur pada pelat
datar yang besar. Setiap dimensi yang akan dicek dilengkapi dengan sepasang
lampu merah dan lampu hijau yang artinya apakah dimensi benda lebih atau kurang
dari toleransi yang disyaratkan. Benda kerja memenuhi persyaratan bila kedua
lampu mati.
Pengukur listrik jenis indikator
mempunyai dua limit, yaitu limit atas dan limti bawah. Pemeriksaan listrik
jenis indikator mempunyai ketelitian hingga 0,003 mm.
1.5.17. Sukat Elektronik
Skematik pengukuran dengan sukat
elektronik :

Gambar 1.22.
Tiga tahap signal pengukuran umum.
Bagian
detektor transducer menerima sinyal masukan, dan pada bagian modifikasi tahap
kedua sinyal dimodifikasi atau diperkuat untuk seterusnya ditampilkan pada
bagian output.
Beberapa jenis transducer :

Gambar 1.23. Skema transduser. A. Transformator diferensial
linier yang variabel. B. Pengukuran regangan. C. Tranduser induksi
sendiri.
Gambar A. adalah jenis transducer induksi-variabel atau LVDT
(linier variable differential transformer). Output dari transducer ini adalah
tegangan bolak-balik yang besarnya sebanding dengan perpindahan inti didalam
kumparan.
Gambar B. adalah pengukur regangan resistansi. Bila balok
menerima gaya tekan, maka gaya tersebut akan meregang kawat pengukur. regangan
ini menyebabkan penyusutan dalam penampang sehingga resistansi bertambah.
Perubahan resistansi diolah pada tingkat selanjutnya.
Gambar C. adalah transducer induksi sendiri, dimana disini
perubahan panjang akan mengakibatkan perubahan induktansi sehingga timbul perubahan
sinyal listrik dan untuk selanjutnya diolah pada tingkat berikutnya.

Gambar 1.24. Transduser LVDT dan diode LED digunakan tiga kolom
elektronik untuk mengukur tiga dimensi.
Gambar diatas adalah transducer jenis LVDT dimana digunakan
LED sebagai indikasi pengukuran. Lampu reject
menyala bila terdapat penyimpangan dari toleransi yang disyaratkan.
Pengukuran elektronik mempunyai
keunggulan dari pengukuran pneumatik ataupun mekanik karena mempunyai waktu
respon yang singkat. Dan juga linieritas transducer lebih baik untuk benda
kerja tipis dan halus. Ketelitan pengukuran elektronik mencapai 0,001 mm.
1.5.18. Mesin Inspeksi Otomatik
Untuk produksi besar-besaran biasanya digunakan mesin
inspeksi otomatik. Pengukur ditempatkan secara berurutan dalam siklus produksi
dan hasil pengukuran bisa dibaca langsung oleh operator sehingga keputusan bisa
cepat diambil.
Biasanya produk yang lulus uji dan yang tidak lulus uji akan
dipisahkan secara otomatis oleh mesin.
Gambar berikut adalah mesin untuk memeriksa lubang silinder
mesin V-8.

Gambar 1.25.
Inspeksi pneumatik-elektronik otomatik pada blok silinder V-8.
BAB II
ELEMEN DASAR MESIN PERKAKAS
2.1. Struktur Untuk Mesin Potong
Ada mesin dimana benda kerjanya tidak bergerak namun
perkakasnya bergerak seperti mesin ketam, kempa gurdi (drill press), mesin fris
(milling machine) dan gerinda. Ada juga mesin dimana benda kerjanya bergerak
namun perkakasnya diam seperti mesin
mesin serut, bubut (lathe), dan fris pengebor (boring mills).
Pelajarilah gambar dibawah ini yaitu proses-proses yang biasa dilakukan pada
komponen mesin.

Gambar 2.1. Proses Part Pada Mesin Tradisional.
Pada gambar 2 dibawah
terlihat struktur dasar dalam mesin perkakas konvensional. Pada gambar A. benda
kerja berputar dalam mesin bubut, tetapi perkakas (cutting tools) diam. Pada
mesin pengebor (gambar B.) perkakasnya berputar sedangkan benda kerjanya diam.
Menghantarkan atau menggeser kereta luncur perkakas kepada benda kerja berputar
biasanya lebih menyenangkan dari pada menggeser benda kerja yang berputar pada
kepala tetap kepada perkakas yang diam. Gambar C dan D adalah masing-masing
mesin ketam dan penyerut. Bentuk struktur kedua mesin ini dipengaruhi oleh
ukuran benda kerja dimana benda kerja kecil lebih cocok dikerjakan dengan mesin
ketam.

Gambar 2.2. Struktur Elemen Dasar Pada Mesin Tools Konvensional.
Pada mesin pemotong fris, perkakas yang berputar digunakan
hanya pada perkakas pengebor. Mesin fris banyak digunakan untuk memotong lubang
lingkaran, membuat jalur pasak, membuat celah, menggergaji, memfris slab dan
permukaan, memotong roda gigi dan untuk membentuk benda yang bentuknya tidak
umum.
Gambar 2E adalah mesin fris dimana perkakas berputar
dikombinasikan dengan benda kerja yang bergerak melintang.
Kebalikan kinematik dari mesin fris standar adalah mesin
bor, penggurdi (drill) dan mesin fris horisontal tipe lantai (floor type)
seperti yang ditunjukkan gambar 3 berikut.

Gambar 2.3.
Elemen dasar dalam mesin pengebor, pemfris dan penggurdi horisontal jernis lantai.

Gambar 2.4. Jenis mesin gerinda.
2.2. Rangka mesin
Rangka dari mesin perkakas umumnya dicor atau dbuat dengan
pengelasan. Bahan yang banyak digunakan adalah besi cor atau baja cor.
Dewasa ini penggunaan konstruksi dengan lasan lebih disukai
bila dibandingkan dengan rangka cor karena beberapa keuntungan antara lain :
1.
Menghemat berat sampai 25%.
2.
Perbaikan pada rangka yang rusak mudah dikerjakan.
3.
Bisa digunakan berbagai jenis baja.
4.
Perubahan disain lebih murah karena tidak ada modal
yang ditanam untuk pembuatan pola atau inti.
5.
Kesalahan dalam pemesinan atau desain lebih mudah untuk
dikoreksi.
6.
Tambahan bahan bisa diberikan pada daerah yang
bertegangan untuk mengurangi getaran dan defleksi.
Tabel. 2.1. Gerakan memotong dan mengumpan untuk mesin
konvensional.
Mesin
|
Gerakan Memotong
|
Gerakan mengangkat
|
Jenis operasi
|
Mesin bubut
(lathe)
Mesin bor
Mesin serut
Mesin
pengetam
Mesin fris
horisontal
Mengebor
horisontal
Gerinda silinder
Kempa Gurdi
(Drill Press)
Gergaji
Mesin pembesar lubang (Broaching)
|
Benda kerja
berputar
Perkakas berputar
Meja bergerak melintang
Perkakas bergerak melintang
Perkakas
berputar
Perkakas
berputar
Perkakas (roda gerinda) berputar
Perkakas
berputar
Perkakas
Perkakas
|
Perkakas dan
kereta luncur
Meja
Perkakas
Meja
Meja
Perkakas bergerak melintang
Meja dan/atau perkakas
Perkakas
Perkakas dan/atau benda kerja
Perkakas
|
Permukaan silinder menggurdi, mengebor, melebarkan dan
membuat muka.
Menggurdi, mengebor, melebarkan dan mengebor muka
Permukaan datar (menyerut)
Permukaan datar
(mengetam)
Permukaan datar, roda gigi, nok, menggurdi, mengebor,
melebarkan dan memfris muka
Permukaan datar
Permukaan silinder (menggerinda)
Menggurdi, mengebor, mengerjakan muka, dan mengulir
Memotong
Permukaan luar dan dalam
|
Namun terdapat kekurangan dari rangka yang dibangun dengan
dilas yaitu :
1.
Besi cor memberikan penyerapan getaran lebih baik
dibandingkan dengan bahan lain.
2.
Bahan coran adalah seragam sehingga tidak ada reaksi
kimia yang terjadi antar bahan.
3. Pembuatan
dengan coran lebih cepat untuk produksi banyak.
4.
Untuk mesin beban besar akan membutuhkan rangka yang
lebih besar dan berat.
2.3. Elemen Dasar
Mesin pemotong logam dibangun dari elemen-elemen yang
berwadah sendiri yang masing-masingnya mempunyai fungsi tersendiri.
Elemen-elemen dasar tersebut al.: kepala
tetap (headstock), kolom, meja,
sadel, bangku (bed), landasan, dan
rel melintang atau meluncur.
Identitas mesin biasanya diambil dari jenis rangkaian
komponennya. dimana dibedakan atas 4 tipe : jenis meja, lantai, penyerut dan
kepala banyak (multiple head), yang dijumpai pada semua jenis mesin yaitu:
mesin bor, gurdi, fris. Misalnya mesin jenis meja (tabletype machine) dimana
mesin ini terdiri meja, sadel dan benda kerja ditempatkan pada meja.

Gambar 2. 5.
Pandangan terbuka dari kepala tetap spindel tunggal yang memperlihatkan roda gigi.
Kepala Tetap (head
stock) adalah bagian yang menggerakkan dan mengumpan perkakas potong atau alat
yang memutar komponen. Gambar 5 adalah gambar potongan kepala tetap yang
memperlihatkan roda gigi.
Spindel bisa berputar dalam arah
kebalikan untuk digunakan dalam pembuatan ulir dan pengetapan.
Bangku atau dasar diperlihatkan pada gambar 7 berikut dimana
berfungsi untuk menyangga komponen lainnya. Pada mesin bubut yang disangga
adalah : kepala tetap, ekor tetap (tail stock), peluncur melintang dan kereta
peluncur.

Gambar 2.6.
Meja jenis penyerut dengan celah T pada bangku besi cor, jalur Vganda.
Kolom menyediakan
dukungan vertikal dan memandu kepala tetap untuk mesin kelas tertentu.

Gambar 2.7.
Kolom besi tuang dengan jalur diskrap rata.
Meja berfungsi untuk
menyangga benda kerja atau bagian yang akan dimesin dan untuk menyediakan
penempatan serta penjepitan benda kerja.
Kereta peluncur yang terdapat pada mesin
bubut menyediakan gerakan sepanjang sumbu dari bangku.
Landasan (runway)
berfungsi membawa kolom pada mesin serut jenis lantai dan meja putar. Kalau
dasar kolom, kolom dan kepala tetap adalah sebuah satuan integral maka elemen
pendukung disebut bangku dan bukan
sebuah landasan meskipun keduanya sama dalam prinsip.

Gambar 2.8.
Meja dan sadel penghantar untuk gerakan gabungan yang menggunakan penghantaran
tangan.

Gambar 2.9.
Sistem penghantaran yan dimotorisi menggunakan ulir pengarah pada ”runway”.
Penyangga ujung atau ekor
tetap berfungsi sebagai penyangga luar untuk perkakas potong atau benda
kerja seperti diperlihatkan pada gambar 2.10.

Gambar 2.10.
Penyangga ujung, tertutup dan terbuka.
2.4. Penggerak
Motor banyak digunakan dalam
penggerak pada mesin perkakas.
Motor arus bolak-balik yang digunakan biasanya dari motor
induksi jenis fasa tunggal. Motor ini harus tertutup jika berada dilingkungan
yang mudah terbakar.
Motor arus searah sering digunakan dengan peralatan kendali
numeris.
Motor bisa dihubungkan langsung dengan roda gigi atau dengan
menggunakan sabuk “V”. Mesin yang besar biasanya menggunakan roda gigi
sedangkan penggunaan sabuk biasanya untuk mesin-mesin kecil.
2.5. Metode Pemegangan Benda Kerja
Metode pemegangan benda kerja tergantung pada benda
kerjanya, mesinnya dan sampai berapa jauh dikehendaki produksi yang cepat.
Untuk produksi banyak biasanya peralatan pemegang digerakkan secara hidrolik,
udara, listrik atau gerakan nok.
Pada mesin yang
dikendalikan secara otomatis atau numerik, alat pemegangnya diprogram untuk
menjepit dan melepaskan benda kerja.
2.6. Menyangga benda kerja di antara kedua
pusatnya
Cara menyangga benda kerja bila
benda kerja berputar adalah mengganjalnya diantara kedua pusatnya. Metode ini
bisa untuk menyangga pemotongan besar dan cukup baik untuk benda yang
panjang.
Dalam memutar poros yang ramping panjang, atau mengebor dan
mengulir ujung spindel, maka digunakan perletakan tengah untuk memberikan
dukungan tambahan kepada benda kerja. Perletakan tengah yang diam dipasangkan
pada bangku mesin bubut dan mendukung
benda kerja dengan menggunakan tiga rahang(jaw) atau roller. Perletakan jenis
lain yang mirip disebut perletakan pengikut (follower rest), dipasangkan pada
sadel dan kereta luncur dan menyangga benda kerja berdiameter kecil yang
kira-kira akan melenting menjauhi perkakas pemotong. Perletakan ini bergerak
bersama perkakas.
2.7. Mandril
Benda kerja yang dibor dan
lubangnya dilebarkan untuk menepatkan, dapat dipegang diantara kedua pusatnya
dengan salah satu jenis mandril. Jenis-jenis mandril diperlihatkan pada gambar 2.4.
Benda kerja ditekan ke mandril dengan kempa arbor (arbor
press) .
2.8. Pelat Muka
Benda kerja mungkin akan
dipasangkan ke pelat muka dengan pengapit, baut atau jenis alat bantu lainnya.
Pemasangan semacam ini biasanya dilakukan untuk bentuk yang tidak biasa.

Gambar 2.11.
Berbagai jenis mandril yang digunakan untuk memegang stok diantara kedua
pusatnya.

Gambar 2.12.
Mengebor lubang eksentris pada pelat muka mesin bubut.
2.9. Pencekam (Chuck)
Pencekam digunakan untuk memegang
bagian yang besar dan bentuknya tidak umum dan dibautkan atau disekrup ke
spindel sehingga sambungannya kaku.
Ada beberapa
jenis pencekam :
1.
Pencekam
universal. Semua rahang akan konsentris ketika kunci pencekam diputar.
2.
Independent
chuck. Setiap rahang mempunyai penyetelan sendiri-sendiri.

Gambar 2.13.
Pencekam mesin bubut rahang tak bergantung.
1.
Pencekam
kombinasi. Sama dengan independent
chuck namun mempunyai tambahan kunci pembuka yang mengontrol semua rahang
secara serentak.
2.
Pencekam gurdi (Drill
chuck). Adalah pencekam sekrup universal kecil yang digunakan pada mesin kempa
gurdi tetapi sering digunakan pada mesin bubut untuk menggurdi dan menyenter.
Ada pencekam yang disebut pencekam daya dimana untuk
menggerakkan pencekam digunakan dengan tenaga udara (pneumatik), hidrolik atau listrik.
2.10. Leher (collet)
Leher biasa digunakan untuk bahan
stok batangan, dibuat dengan rahang dari ukuran standar untuk menampung stok
bulat, bujur sangkar, dan segi enam. Untuk stok besar sering digunakan leher
dari jenis pendekatan sejajar, tetapi umumnya banyak digunakan leher dari jenis
pegas. Pegas ini pejal pada satu ujung dan terbelah pada ujung yang lain yang
berbentuk tirus. Ujung yang tirus bersinggungan dengan kap atau busing yang
tirusnya serupa, dan kalau ditekan kedalam kap, maka rahang dari leher akan
dieratkan disekitar stok.Leher pegas dibuat dalam tiga jenis: didorong ke luar,
ditarik ke belakang dan stasioner.
Leher yang didorong ke luar bisa
dilihat pada gambar 2.14 yang operasinya seperti berikut : kalau plunger digerakan
ke kana, ujung belah yang tirus dari leher ditekan ke dalam kerucut dan kepala
yang menyebabkan leher dieratkan disekitar stok. Leher yang ditarik kebelakang
beroperasi dengan cara yang sama kecuali bahwa lehernya ditarik ke belakang
terhadap kap kerucut untuk gerakan pengencangan.
Gambar pemasangan leher yang
ditarik kedalam bisa dilihat pada gambar 2.15.

Gambar 2.14.
Leher dari jenis didorong ke luar.

Gambar 2.15.
Potongan yang memeprlihatkan konstruksi dari pemasangan leher yang ditarik ke
dalam.
2.11. Arbor
Arbor jenis yang dikembangkan
atau jenis ulir digunakan untuk memegang stok potongan pendek yang didalamnya
memeiliki lubang tepat yang dimesin seblumnya. Gerakan memegang benda kerja
pada arbor mempunyai mekanisme yang sangat mirip dengan yang digunakan dengan
leher. Gambar 2.16 menunjukan arbor yang dikembangkan yang merupakan jenis
sumbat. Benda kerja diletakkan pada arbor berhadapan dengan pelat penghenti dan
pada saat batang ditarik maka pena kerucut mengembangkan sumbat yang berbelah
sebagian dan mengunci benda kerja. Arbor berulir beroperasi dengan cara yang
sama kecuali benda kerja disekrupkan pada arbor dengan tangan sampai menekan
kembali terhadap tabung penghenti atau flens.

Gambar 2.16.
Arbor jenis sumbat mengembang.
Benda kerja dapat dipegang pada
gerinda permukaan dan mesin perkakas yang lain dengan menggunakan pencekam
magnetis. Pencekam magnetis mempunyai daya magnet dengan jenis magnet permanen
atau magnet yang dibangkitka arus
listrik.Jenis pencekam magnetis berputar bisa dilihat pada gambar 2.17. Semua
benda yang dipegang pada pencekam magnetis harus didemagnetisasi setelah
pekerjaan selesai.

Gambar 2.17. Pencekam putar celah konsentris dan kutub
radial.

Gambar 2.18.
Skematis yang menunjukkan bagaimana benda kerja dipegang pada pencekam magnet
permanen.
2.13. Metode Penanganan Benda Kerja
Penangana benda kerja dilakukan dengan menggunakan tangan
untuk benda yang ringan (massanya 10 - 25 kg) dan dengan crane atau konveyor
bagi benda yang berat. Untuk produksi
massal maka pemuat mekanis mempunyai keuntungan ekonomis daripada pemuatan
dengan tangan. Pemuatan mekanis akan mengurangi kelelahan operator.
Pemuat-penurun yang dapat mengambil dan menempatkan bagian
kecil dengan berat sampai beberapa ratus kilogram bisa dilihat pada gambar 2.19.
Alat ini memuatkan dan menurunkan mesin pencekam vertikal dari konveyor.

Gambar 2.19. Mesin ”robot” pemuat dan penurun semi otomatis.
2.14. Metoda Pengendalian
Sedikit mesin yang pengendaliannya keseluruhan dilakukan
dengan tangan. Mesin bubut meskipun dikendalikan dengan tangan tetapi mempunyai
kecepatan dan hantaran dengan daya (listrik, pneumatik atau hidrolik).
Mesin yang digerakan oleh nok (cam) adalah jenis semi
otomatik yaitu setiap operasi dalam suatu siklus dimulai setelah siklus
sebelumnya selesai. Noknya biasanya menggerakan kecepatan, hantaran atau alat
perkakas. Penggerak atau pengendalian hidrolis digunakan terutama kalau mesin
mempunyai bagian yang bergerak bolak balik, pada mesin press, dan pada kasus
yang sulit dalam mempertahankan kecepatan dengan cara mekanis.
Siklus waktu sering digunakan
dalam mesin perkakas otomatis. Pengatur waktunya dapat menggerakkan saklar
mikro atau solenoid yang akan mengendalian gerakan mesin.
2.15. Keselamatan (Safety)
Banyak faktor keselamatan diperhitungkan oleh pabrik mesin
perkakas. Program pelatihan banyak dilakukan oleh penyuplai peralatan dan
sekolah-sekolah juga terlibat dalam mendidik pelajar tentang pentingnya
keselamatan dalam laboratorium.
Menggunakan kaca mata pengaman, alat pengaman, mencegah
memakai pakaian pelindung yang rusak, kecerobohan, perkakas yang rusak/robek,
menjadi penekanan pihak manajemen, perserikatan, dan pemerintah.
Gambar 2.20.A. memperlihatkan pelindung mesin yang mengitari
daerah kerja dari mesin tekan (punch press). Gate barier (pintu penghalang)
mesti ditutup sebelum mesin bekerja.
Alat keselamatan lain yang digunakan adalah alat pengindera
seperti tirai cahaya photo elektrik (gb. 2.20.B.). Alat ini dipasang untuk
mencegah atau menghentikan proses press atau operasi mesin jika tangan operator
berada dekat dengan daerah operasi mesin.
Alat penarik (pull back device) yang terlihat pada gambar 2.20.C adalah cara lain dimana mencegah operator mendekati daerah operasi mesin.
Alat ini mengikat tangan operator dan dipasang ke kabel penarik.
Peralatan lain yang populer adalah tombol dua tangan yang menghendaki kedua tangan untuk bekerja
sebelum siklus kerja mesin dimulai.

Gambar 2.20.
Metode perlindungan kerja, A. Gerbang penghalang, B. Tirai cahaya foto
elektrik, C. Pull-back, D. Pengendalian dua tangan.
BAB III
MEMOTONG LOGAM
Mengerti tentang prinsip pemotongan dengan baik akan
membantu dalam proses produksi yang
ekonomis.Prinsip pemotongan banyak
digunakan pada pembubutan, penyerutan, pengetaman,
pemfris-an ataupun
pengeboran. Komponen-komponen dibuat dengan membuang sebagian
logam dalam
bentuk serpihan kecil.
3.1. Perkakas Pemotong
Logam

Gambar 3.1.
Skematis dari pembentukan serpihan menggunakan model pahat mata tunggal orthogonal.
Untuk menerangkan metode pemotongan dijelaskan dengan model
mata pahat ortogonal seperti
terlihat pada gambar diatas.
Dalam menganalisa proses
pemotongan, dianggap bahwa serpihan disobek dari benda kerja
dengan gerakan
menggeser melintasi bidang AB. Serpihan akan mengalami gaya gesek yang
tinggi
dengan permukaan pahat. Oleh sebab itu kerja untuk membuat serpihan harus bisa
mengatasi gaya geser dan gaya gesek yang timbul.
Untuk mengukur gaya gaya yang
bekerja pada perkakas digunakan alat yang disebut
dynamometer. Jenis dinamometer yang sering digunakan adalah jenis
dinamometer elektronik.
Transduser dan sebuah platform
dikombinasikan untuk mengukur satu, dua atau tiga gaya atau
torsi. Perkakas
dan benda kerja di letakkan pada platform. Pada gambar 3.2. diperlihatkan
sebuah
benda kerja dipasangkan pada platform dan transduser mengukur kecepatan,
gaya dan torsi
pengeboran.

Gambar 3.2.
Dinamometer dua saluran yang mengukur dorongan dan momen gurdi. Transduser
dinamometer dipasangkan pada platform.
Transduser mengukur perubahan bentuk dengan melihat
perubahan induktansi, kapasitansi atau
resistansi. Pada gambar 3.2.
diperlihatkan transduser jenis piezoelectric
yang digunakan pada sel
beban. Prinsip pengukuran gaya pada sebuah bahan
piezo elektrik adalah apabila gaya bekerja pada
kwarsa (bahan piezoelektrik),
timbul muatan listrik yang proporsional pada permukaannya (lihat
gambar 3.2.). Kwarsa
akan sensitif terhadap tekanan dan geseran yang bekerja pada aksisnya,
sehingga gaya potong dan torsi
bisa masing-masing diukur.
Gaya-gaya yang biasa bekerja pada
perkakas potong yang bisa diukur oleh dinamometer
diperlihatkan pada gambar 3.3. yaitu gaya potong, tangensial dan
radial.

Gambar 3.3.
Diagram yang menunjukkan pengaruh memanjang, melintang danmenggeser pada elemen
kuarts dan konstruksi transduser pembebanan dinamometer.

Gambar 3.4.
Gaya-gaya yang bekerja pada ujung pahat bubut: gaya longitudinal, Ft, Gaya potong, Fc dan gaya radial, Fr.
Gambar 3.4. memperlihatkan
perkiraan distribusi gaya-gaya. Pada banyak perkakas potong, gaya potong adalah
yang paling berpengaruh.

Gambar 3.5. Distribusi gaya-gaya pada perkakas potong mata tunggal.
Daya yang
diperlukan pada proses pemesinan secara praktis bisa dicari dengan alat wattmeter atau
ammeter.
Daya
kuda juga bisa dihitung dari pengukuran gaya-gaya oleh dinamometer dan Fc. Daya kuda yang didapat
adalah daya pada spindel.
FxVc
33000
dimana : Fc = Gaya potong, lb (N)
Vc = Kecepatan potong,
ft/min (m/s)
Daya pada motor, HPm
:
HPm
= HPs /E
dimana : E =
Efisiensi penggerak spindel, %
Laju pelepasan logam bisa dicari
dengan rumus :
Q
= 12 x t x ft x Vc
dimana : Q = laju
pelepasan logam, in3/min (mm3/min)
t = kedalaman potong, in. (mm) ft =
hantaran, in. per putaran (mm/rev.)
Vc = kecepatan potong,
ft/min (m/s)
Kadang-kadang
digunakan daya satuan yang persamaannya adalah
HPs
Q
dimana : P = daya satuan , hp/in.3/min (W/mm3/s)
3.2. Bentuk dan Sudut
Pahat

Gambar 3.6. Nomenklatur untuk pahat pemotong sisi kanan.
Pada gambar 3.6. diatas terlihat
pahat mata tunggal yang dipakai pada mesin bubut dimana
pahatnya berbentuk
baji, dan sudut yang tercakup disebut sudut potong. Sudut pengaman
samping antara sisi perkakas dengan benda kerja
adalah untuk mencegah penggesekan perkakas.
Sudutnya kecil sekitar 6 sampai 8
derajat untuk bahan pada umumnya. Sudut
garuk sisi bervariasi
dengan sudut potong, sedangkan sudut potong
tergantung bahan yang dimesin. Sudutsudut pada
gambar 3.7. adalah pahat pemotong
yang dipasang horisontal dan tegak lurus terhadap benda
kerja. Sudut efektifnya
dapat diubah dengan penyetelan pada pemegang pahat tanpa mengubah
sudut dasar
pahat.
Bahan yang lunak memungkinkan
digunakan sudut potong kecil yaitu sekitar 22 derajat untuk
perkakas kayu.
Logam yang lunak dan ulet, misalnya tembaga dan aluminium, memerlukan sudut
lebih besar yang berkisar 47 derjat, sedangkan bahan yang rapuh memerlukan
sudut yang lebih
besar lagi.
Tabel 1.
adalah mengenai harga yang dianjurkan untuk pahat baja pemotong, kecepatan
tinggi.
Tabel 1.
Sudut pahat dan kecepatan memotong untuk pahat baja kecepatan tinggi.
Bahan
|
Sudut pengaman samping, derjat
|
Sudut garuk samping, derjat
|
Sudut garuk belakang, derjat
|
Sudut ruang bebas ujung, derjat
|
kecepatan memotong, m/min
|
Baja lunak 1020
Baja karbon
menengah 1035
Baja karbon
menengah 1090
Stok ulir, 1112
Besi cor
Aluminium
Kuningan
Logam monel
Plastik
Fiber
|
12
10
10
12
10
12
10
15
12
15
|
14
14
12
22
12
15
0
14
0
0
|
16
16
8
16
5
35
0
8
0
0
|
8
8
8
8
8
8
8
12
8
12
|
30
20
15
45
15
140
75
35
35
25
|
3.3. Bahan Pahat
Bahan yang banyak digunakan didalam perkakas pemotong adalah
sbb:
a. Baja Karbon Tinggi.
Digunakan selama beberapa tahun
terutama sebelum dikembangkannya baja pahat kecepatan
tinggi. Kandungan karbon
berkisar 0,80 sampai 1,20% dan baja ini mempunyai kemampuan
baik untuk
dikeraskan. Pada kekerasan maksimum maka baja agak rapuh dan kalau
dikehendaki
sedikit keuletan, maka harus dikorbankan kekerasannya. Baja ini akan kehilangan
kekerasannya pada suhu 300 oC, maka tidak sesuai untuk pekerjaan kecepatan tinggi dan
tugas berat.
b. Baja Kecepatan Tinggi
Baja ini mengandung unsur paduan yang tinggi sehingga
mempunyai kemampuan
dikeraskan sangat baik dan tetap mempertahankan tepi
pemotongan yang baik sampai suhu
sekitar 650 oC. Kemapuan sebuah
pahat untuk mencegah pelunakan pada suhu tinggi dikenal
sebagai kekerasan merah. Baja pahat pertama yang
mempertahankan tepi pemotongan
sampai hampir kekerasan merah dikembangkan oleh
Fred W. Taylor dan M. White pada
tahun 1900. Caranya adalah dengan menambahkan
Wolfram 18% dan Chrom 5,5% kepada
baja sebagai unsur pemadu utamanya. Unsur
pemadu lainnya untuk baja ini adalah
vanadium, molibden dan kobalt.
Beberapa jenis
baja kecepatan tinggi al.:
1.
Baja kecepatan
tinggi 18-4-1. Baja ini mengandung wolfram 18%, chrom 4% dan vanadium 1%.
2.
Baja kecepatan
tinggi Molibden. Baja molibden seperti 6-6-4-2 mengandung wolfram 6%,
molibden 6%, khrom 4% dan vanadium 2%, mempunyai ketahanan dan kemampuan
memotong sangat baik.
3.
Baja kecepatan
sangat tinggi. Baja ini mengandung kobalt yang ditambahkan dengan kadar 2
sampai 15%. Unsur kobalt akan meningkatkan efisiensi pemotongan pada suhu
tinggi. Bahan ini biasanya mahal sehingga hanya digunakan untuk operasi
pemotongan berat yang beroperasi pada tekanan dan suhu tinggi.
c. Paduan Cor Bukan Besi
Sejumlah bahan paduan bukan besi yang mengandung
unsur paduan utama seperti kobalt, chrom dan tungsten dengan sedikit unsur
pembentuk karbida (1 sampai 2%) seperti tantalum, molibden atau boron adalah
bahan yang sangat baik digunakan sebagai baha
perkakas potong. Paduan ini dibentuk dengan cor dan mempunyai kekerasan
merah yang tinggi yaitu sampai suhu 925 oC. Terhadap baja kecepatan
tinggi maka bahan ini dapat dipakai dengan kecepatan dua kali lebih besar.
Namun bahan ini rapuh, tidak tanggap terhadap perlakuan panas. Perkisaran
elemen paduan adalah wolfram 12 sampai 15%, kobalt 40 sampai 50% dan chrom 15
sampai 35%.
d. Karbida
Perkakas karbida yang hanya mengandung wolfram
karbida dan kobalt (94% wolfram karbida dan 6% kobalt) adalah cocok untuk
memesin besi cor dan semua bahan lain kecuali baja. Untuk memesin bahan baja
ditambahkan titanium dan tantalum karbida.
Kekerasan merah bahan karbida mengungguli bahan lain karena
dapat mempertahankan tepi potong pada suhu diatas 1200 oC. Selain
itu merupakan bahan yang palin keras dan mempunyai kekuatan kompresi yang
sangat tinggi. namun bahan ini rapuh, tidak tanggap terhadap perlakuan panas.
e. Intan
Intan digunakan sebagai pahat mata tunggal dan digunakan
untuk pemotongan ringan dan kecepatan tinggi, harus didukung dengan kaku karena
intan mempunyai kekerasan dan kerapuhan yang tinggi. Perkakas ini digunakan
untukbahan keras yang sulit dipotong dengan bahan perkakas yang lain atau untuk
pemotongan ringan dengan kecepatan tinggi pada bahan yang lebih lunak yang
ketelitian dan penyelesaian permukaannya dipentingkan.
f. Keramik
Serbuk aluminium oksida (salah satu
bahan keramik) dengan beberapa bahan tambahan dibuat sebagai sisipan pahat
pemotong. Sisipan ini diapitkankepada pemegang pahat atau diikatkan padanya
dengan epoxy resin. Bahan ini mempunyai kekuatan kompresi yang tinggi tetapi
agak rapuh. Titik pelunakan keramik pada umumnya adalah diatas 1100 oC.
Keramik mempunyai konduktivitas panas yang rendah sehingga memungkinkan pahat
beroperasi pada kecepatan potong tinggi dan mengambil pemotongan yang dalam.
Bentuk Serpihan dan
Penimbunannya
Serpihan pahat digolongkan ke
dalam tiga jenis seperti gambar 9. Jenis I, serpihan tidak kontinyu atau
terputus-putus, menunjukan suatu kondisi yaitu logam didepan pahat diretakkan
menjadi potongan-potongan agak kecil. Serpihan jenis ini didapatkan dalam memesin
bahan rapuh seperti besi cor dan perunggu. Serpihan tidak kontinyu bisa juga
didapatkan pada bahan ulet kalau koefisien geseknya tinggi.
Jenis II adalah jenis kontinyu
dan adalah jenis ideal dari serpihan. Dalam hal ini logam diubah bentuknya
secara kontinyu dan meluncur dipermukaan pahat tanpa retak. Serpihan jenis ini
timbul pada kecepatan potongan tinggi dan agak sering kalau pemotongannya
dilakukan dengan pahat karbida.
Jenis III adalah ciri serpihan
yang dimesin dari bahan ulet yang mempunyai angka gesekan tinggi. Pada saat
dimulai pemotongan, beberapa bahan tertegak didepan tepi pemotongan. Beberapa
bagian benda kerja ada kalanya menempel pada perkakas. Pada saat proses
pemotongan berlangsung, serpihan mengalir diatas tepi ini dan naik di sepanjang
permukaan pahat. Secara periodik tempelan benda kerja pada perkakas lepas dan
ikut bersama serpihan atau menempel pada benda yang dibubut. Karena peristiwa
ini kehalusan permukaannya tidak sebaik tipe serpihan jenis II.

Gambar 3.7. Jenis serpihan dasar. A. Tidak kontinyu, B.
Kontinyu, C. Kontinyu dengan tepi yang terbangun.
Dari penelitian didapatkan bahwa
97% dari kerja yang diberikan pada pemotongan diubah dalam bentuk panas. Gambar 3.8. menunjukkan tiga daerah
pembangkitan panas. Variabel yang paling berpengaruh terhadap pembangkitan
panas adalah kecepatan pemotongan.

Gambar 3.8. Perkiraan sumber panas dalam tiga daerah, A. Bidang geser, B.
Bidang gesek, C. Bidang
permukaan.
Dalam membubut kecepatan tinggi
pada proses produksi, pengendalian dan pembuangan serpihan menjadi penting
untuk melindungi operator maupun pahat. Serpihan yang panjang dan keriting akan
membelit di sekeliling benda kerja dan pahat. Tepi tajamnya serta kekuatan
tariknya yang tinggi menyebabkan pengeluaran dari daerah kerja menjadi sulit
dan berbahaya terutama ketika mesin beroperasi. Pematah serpihan akan
mengerutkan dan meninggikan tegangan serpihan sehingga serpihan akan
terpotongpotong pendek untuk mempermudah pengeluarannya. Gambar 3.9.
memperlihatkan jenis-jenis pematah serpihan.

Gambar 3.9.
Pematah serpihan yang digunakan pada perkakas mata tunggal.
Media Pendingin
(Coolant)
Gambar 3.8. menunjukan sumber
utama dari panas yang akan bisa mengakibatkan permukaan
logam cendrung untuk
melekat satu sama lain jika panasnya berlebihan.
Media pendingin mempunyai fungsi al.:
1. Mengurangi
gesekan antara serpihan, pahat dan benda kerja.
2. Mengurangi
suhu padat dan benda kerja.
3. Mencuci
serpihan
4. memperbaiki
penyelesaian permukaan.
5. Menaikkan
umur pahat.
6. Menurunkan
daya yang diperlukan.
7. Mengurangi
kemungkinan korosi pada benda kerja dan mesin.
8. Membantu
mencegah menempelnya serpihan kepala pahat.
Media pendingin harus mempunyai
syarat : tidak ada penolakan dari operator, tidak merusakkan
mesin dan stabil.
Disamping itu juga harus memiliki perpindahan panas yang baik, tidak
menguap, tidak berbuih, memberikan pelumasan dan mempunyai suhu nyala yang tinggi.
Umunya pendingin berbentuk cair, karena dapat diarahkan pada
pahat dan mudah disirkulasi.
Media pendingin kimia banyak
digunakan yang antara lain :
1.
Amina dan nitrit untuk mencegah karat.
2.
Nitrat untuk menstabilkan nitrit.
3.
Fosfat dan borat untuk melunakkan air.
4.
Bahan sabun dan pembasah untuk pelumasan dan mengurangi
tegangan permukaan.
5.
Gabungan dari fosfor, chlorin dan belerang untuk
pelumasan
6.
Chlorin untuk pelumasan.
7.
Glikol sebagai bahan pengaduk dan pembasah.
8. Germisida
untuk mengendalikan pertumbuhan bakteri.
Pengenaan media pendingin adalah antara pahat dengan benda
kerja, atau kalau memungkinkan
antara serpihan dengan pahat.
Berdasarkan jenis bahan, media pendingin yang digunakan
antara lain :
1.
Besi Cor. digunakan
media pendingin udara tekan, minyak cair atau dikerjakan kering.
2.
Aluminium. digunakan
pelumas kerosin, minyak cair atau air soda.
3.
Besi mampu
tempa. Digunakan minyak larut air atau dikerjakan kering.
4.
Kuningan. Dikerjakan
kering, minyak parafin atau campuran minyak lemak binatang.
5.
Baja. minyak
larut air, minyak tersulfurisasi atau minyak mineral.
6.
Besi tempa. minyak
lemak binatang atau minyak larut air.
Kemampu Mesinan dan
Penyelesaian Permukaan
Kemampu mesinan atau kemudahan suatu bahan untuk dipotong
sangat dipengaruhi oleh jenis dan
bentuk pahat yang digunakan. Baja karbon mempunyai kemampu mesinan yang
lebih baik
daripada baja paduan yang kekerasan dan kandungan karbonnya sama.
Penambahan timbal kepada
baja menambah kemampu mesinan meskipun bajanya menjadi
mahal. Penggunaan beberapa
perseratus dari tellurium 1% kepada baja akan
meningkatkan kemampu mesinan dan kecepatan
potong sekitar 3,5 kali tetapi harga
elemennya menjadi sama dengan kalau terbuat dari emas.
Penambahan fosfor atau
belerang secukupnya akan meningkatkan kemampu mesinan, fosfor
menyebabkan
serpihan menjadi rapuh sehingga menghilangkan serpihan yang panjang dan sulit
dibentuk.
Dua faktor yang paling
mempengaruhi kemampu mesinan dari logam adalah keuletan dan
kekerasan. Makin keras
logam maka penetrasi oleh pahat akan sulit dan kemampu mesinan
menurun. Bahan
yang ulet tidak memungkinkan pembentukan serpihan yang terputusputus, maka
keuletan yang rendah adalah modal untuk kemampu mesinan yang baik.
Gambar 3.10. memperlihatkan penggambaran
kurva yang memperlihatkan pengaruh kedua
karakteristik ini. Besi cor putih
kekerasannya tinggi dan kurang ulet. Kalau dimampu tempakan,
akan jauh lebih
ulet tetapi kekerasannya menurun.

Gambar 3.10.
Pengaruh relatif dari keuletan dan kekerasan terhadap kemampumesinan.
Kemampu mesinan yang baik bukan
berarti penyelesaian permukaan yang baik, tetapi lebih
ditujukan pada
keekonomisan yang dihubungkan kepada pelepasan logam.
Faktor yang memperbaiki
penyelesaian permukaan adalah pemotongan ringan, hantaran sedikit,
kecepatan
potong tinggi, fluida pemotong, pahat ujung bulat dan kenaikan sudut
penggarukan
pada pahat yang dibuat dengan baik.
Umur Pahat
Dalam proses produksi umur pahat
menjadi penting karena kalau terlalu sering ganti pahat maka
akan banyak
membuang waktu produksi. Umur pahat
adalah ukuran lamanya suatu pahat dapat
memotong dengan memuaskan. Keausan pada
pahat bisa terjadi pada dua tempat seperti yang
diperlihatkan pada gambar 3.11.

Gambar 3.11. Kedudukan keausan pada pahat mata tunggal.
Keausan pertama terjadi pada sisi pahat. Pada keausan yang
lain terjadi muka pahat dalam bentuk kawah kecil. Umur pahat akan berkurang
dengan naiknya kecepatan memotong maka umur pahat digambarkan sebagai umur
pahat dalam menit terhadap kecepatan memotong dalam meter tiap menit, atau
dalam sentimeter kubik dari logam yang terkelupas. Fred W. Taylor merumuskan :
VTn
= C
dengan : V = kecepatan
memotong, m/min T = umur pahat, menit
n
= eksponen tergantung pada kondisi pemotongan
C = konstan = kecepatan memotong untuk suatu umur pahat satu menit.
Perkiraan
nilai pendekatan untuk harga n :
Jenis pahat
pemotong n
Baja kecepatan tinggi 0,08 - 0,12
Karbida 0,13-- 0,25
Keramik 0,40
- 0,55
Gambar 3.12. memperlihatkan hubungan kecepatan potong terhadap
umur pahat untuk baja
kecepatan tinggi.

Gambar 3.12.
Pengaruh kecepatan potong pada umur pahat untuk pahat baja kecepatan tinggi.
Kerusakan pahat bisa terjadi oleh
hal-hal berikut :
1.
Pengerindaan yang tidak tepat atas sudut pahat.
2.
Kehilangan kekerasan pahat. Disebabkan oleh pemanasan
yang berlebihan.
3.
Pematahan atau penyerpihan tepi pahat. Disebabkan karena pengambilan pemotongan terlalu berat
atau karena sudut potong terlalu kecil.
4.
Aus alamiah dan pengamplasan.
5.
Pahat retak karena beban berat.
Kecepatan Potong Dan
Hantaran
Kecepatan
potong dirumuskan :
CS
= πDN/1000
dengan : CS = kecepatan potong, m/min
D = diameter, mm
N = kecepatan putar, rpm
Pada gambar 3.13. terlihat bagaimana hubungan antara rpm
dengan kecepatan potong.

Gambar 3.13. Hubungan dari put/men terhadap kecepatan permukaan menggunakan CS = πDN.
Hantaran (feed) menunjukkan kecepatan
dari pahat pemotong atau roda gerinda maju sepanjang
atau kedalam permukaan
benda kerja. Untuk mesin yang benda kerjanya berputar, hantaran
dinyatakan
dalam milimeter per putaran. Untuk mesin yang pahat atau benda kerjanya
bergerak
bolak balik hantaran dinyatakan dalam milimeter per langkah, sedangkan
untuk benda kerja
stasioner dan perkakas berputar, hantaran dinyatakan dalam
milimeter per putaran perkakas.
Tabel 3. memperlihatkan kecepatan
potong untuk berbagai bahan.
Bahan Baja
kecepatan Karbida tinggi
Halusa Kasarb
halusa kasara
Baja pemotong bebas, 1112, 1315
|
75-110
|
25-45
|
185-230
|
110-140
|
|
Baja karbon, 1010,1025
|
70-90
|
25-40
|
170-215
|
90-120
|
|
Baja menengah, 1030, 1050
|
60-85
|
20-40
|
140-185
|
75-110
|
|
Baja nikel, 2330
|
60-85
|
20-35
|
130-170
|
70-100
|
|
Chrom nikel, 3120, 5140
|
45-60
|
15-25
|
100-130
|
55-80
|
|
Besi cor kelabu lunak
|
40-45
|
25-30
|
110-140
|
60-75
|
|
Kuningan
|
85-110
|
45-70
|
185-215
|
120-150
|
|
Aluminium
|
70-110
|
30-45
|
140-215
|
60-90
|
|
Plastik
|
90-150
|
30-60
|
120-200
|
45-75
|
a = kedalaman pemotongan 0,38 - 2,39 mm. Hantaran 0,13
- 0,38 mm/put b = kedalaman pemotongan 4,75 - 9,53 mm. Hantaran 0,75 - 1,27
mm/put.
BAB IV
MESIN BUBUT
4.1. Penggolongan Mesin
Bubut
|
|
A. Pembubut Kecepatan
|
F. Pembubut Turet
|
1.
Pengerjaan Kayu
|
1. Horisontal
|
2.
Pemusingan Logam
|
a. Jenis ram
|
3.
Pemolesan
|
b. Jenis sadel
|
B. Pembubut Mesin
|
2. Vertikal
|
1.
Penggerak puli kerucut
|
a. Stasiun
tunggal
|
bertingkat
|
b. Stasiun
banyak
|
2.
Penggerak roda gigi tangan 3. Otomatis
|
|
3.
Penggerak kecepatan G. Pembubut Otomatis
C. Pembubut
Bangku H.
Mesin Ulir Otomatis
D. Pembubut
Ruang Perkakas 1.
Spindel Tunggal E. Pembuat kegunaan
Khusus 2.
Spindel Banyak
I.
Fris Pengebor Vertikal
4.2. Konstruksi Mesin Bubut

Gambar 4.1.
Pembubut mesin tugas berat.
Pada gambar 4.1. diperlihatkan
nama-nama bagian atau komponen yang umum dari mesin bubut.
Jenis ini mempunyai
kepala tetap berisi roda gigi dan mendapatkan daya dari motor yang
disambungkan
dengan sabuk V.
Pengendali pada kepala tetap bisa
mengatur kecepatan sampai 27 variasi kecepatan.
Ekor tetap bisa
distel sepanjang bangku untuk menampung panjang stok yang berbeda-beda.
Pergerakannya diatur dengan penyetel roda dan dilengkapi dengan ulir pengencang
pada dasarnya
untuk menyetel kelurusan dan untuk pembubutan tirus.
Sekrup pengarah adalah poros panjang berulir yang terletak
agak dibawah dan sejajar dengan
bangku, memanjang dari kepala tetap sampai ekor
tetap. Dihubungkan dengan roda gigi pada
kepala tetap dan putarannya bisa
dibalik. Dipasang ke kereta luncur dan bisa dipasang atau dilepas
dari kereta
luncur selama operasi. Ulir pengarah hanya untuk membuat ulir saja dan bisa
dilepas
kalau tidak dipakai.
Batang hantaran terletak
dibawah ulir pengarah yang berfungsi untuk menyalurkan daya dari kotak
pengubah
cepat (quick change box) untuk menggerakkan mekanisme apron dalam arah
melintang
atau memanjang.
Kereta luncur terdiri
dari perletakan majemuk, sadel pahat dan apron. Konstruksinya kaku karena
harus
menyangga dan memandu pahat pemotong. Dilengkapi dengan dua hantaran tangan
untuk
memandu pahat dalam arah menyilang. Roda tangan yang atas mengendalikan
gerakan perletakan
majemuk dan roda tangan dibawah untuk menggerakkan kereta
luncur sepanjang landasan.
Apron yang terletak pada kereta luncur berisi kendali,
roda gigi dan mekanisme lain untuk
menghantar kereta luncur baik dengan tangan
atau dengan daya.
Ukuran Mesin
bubut dinyatakan dalam diameter benda kerja yang dapat diputar, sehingga sebuah
mesin bubut 400 mm mempunyai arti mesin bisa mengerjakan benda kerja sampai
diameter 400 mm. Ukuran kedua yang diperlukan dari sebuah mesin bubut adalah
panjang benda kerja. Beberapa pabrik menyatakan dalam panjang maksimum benda
kerja diantara kedua pusat mesin bubut, sedangkan sebagaian pabrik lain
menyatakan dalam panjang bangku.
Ada beberapa variasi dalam jenis mesin bubut dan variasi
dalam desainnya tersebut tergantung
pada jenis produksi atau jenis benda
kerja.
Pembubut Kecepatan
(speed lathe) adalah mesin bubut yang mempunyai konstruksi sederhana dan
terdiri dari bangku, kepala tetap, ekor tetap dan peluncur yang dapat distel
untuk mendukung
pahat. Digunakan untuk pemahatan tangan dan kerja ringan maka
bubut dioperasikan pada
kecepatan tinggi.
Mesin jenis ini biasanya dipakai untuk membubut kayu, atau untuk membuat
pusat pada silinder logam sebelum dikerjakan lebih lanjut oleh mesin bubut
mesin.
Pembubut mesin. Mendapatkan
namanya dari mesin bubut pertama /lama yang digerakkan oleh
mesin setelah
sebelumnya digerakkan dengan sabuk atas (overhead belt). Yang membedakannya
dari bubut kecepatan adalah tambahan untuk pengendalian kecepatan spindel dan
untuk
penyanggaan dan pengendalian hantaran pahat tetap. Kepala tetap
dilengkapi dengan puli kerucut
empat tingkat yang menyediakan empat kisaran
kecepatan spindel jika dihubungkan ke poros
motor. Sebagai tambahan mesin ini
dilengkapi dengan roda gigi belakang yang bila dihubungkan
dengan puli kerucut
akan memberikan tambahan empat variasi kecepatan.
Pembubut bangku
adalah mesin bubut kecil yang terpasang pada bangku kerja. Disainnya
mempunyai
kesamaan dengan mesin bubut kecepatan atau mesin hanya berbeda dalam ukuran dan
pemasangannya. Dibuat untuk benda kecil dan mempunyai kapasitas ayunan maksimum
sebesar
250 mm pada pelat muka.
Pembubut Ruang
Perkakas adalah mesin bubut untuk pembuatan perkakas kecil, alat ukur, die dan komponen presisi lainnya. Mesin
ini dilengkapi dengan segala perlengkapan yang diperlukan untuk membuat
pekerjaan perkakas yang teliti.
4.3. Operasi Bubut
Operasi pada mesin bubut ada
beraneka ragam :
•
pembubutan
•
pengeboran
•
pengerjaan tepi
•
penguliran
•
pembubutan tirus
•
Penggurdian
•
Meluaskan lubang
4.3.1. Pembubutan Silindris
Benda disangga diantara kedua
pusatnya. Hal ini ditunjukkan pada gambar 4.2A.

Gambar 4.2. Operasi pembubut, A. Pahat mata tunggal dalam
operasi pembubutan, B. Memotong tepi.
4.3.1.1. Pengerjaan Tepi (Facing)
Pengerjaan tepi adalah apabila
permukaan harus dipotong pada pembubut. Benda kerja biasanya dipegang pada plat
muka atau dalam pencekam seperti gambar 3B. Tetapi bisa juga pengerjaan tepi
dilakukan dengan benda kerja diantara kedua pusatnya. Karena pemotongan tegak
lurus terhadap sumbu putaran maka kereta luncur harus dikunci pada bangku
pembubut untuk mencegah gerakan aksial.
4.3.1.2. Pembubutan Tirus
Terdapat beberapa standar ketirusan dalam praktek komersial. Penggolongan berikut yang umum
digunakan :
1.
Tirus Morse.
Banyak digunakan untuk tangkai gurdi, leher, dan pusat pembubut. Ketirusannya
adalah 0,0502 mm/mm (5,02%).
2.
Tirus Brown dan
Sharp. Terutama digunakan dalam memfris spindel mesin : 0,0417 mm/mm
(4,166%).
3.
Tirus Jarno dan
Reed. Digunakan oleh beberapa pabrik pembubut dan perlengkapan penggurdi
kecil. Semua sistem mempunyai ketirusan 0,0500 mm/mm (5,000%), tetapi
diameternya berbeda.
4.
Pena tirus. Digunakan
sebagai pengunci. Ketirusannya 0,0208 mm/mm (2,083%).
Ketirusan luar yang teliti dapat
dipotong pada sebuah pembubut dalam
beberapa cara :
1.
Mesin kendali numeris yang dapat memotong kerucut
sebagai hal yang biasa.
2.
Dengan perlengkapan membubut tirus. Perlengkapan yang
diperlihatkan pada gambar 4. dibautkan pada punggung mesin bubut dan mempunyai
batang pemandu yang dapat dikunci pada sudut atau ketirusan yang diinginkan.
Ketika kereta luncur bergerak sebuah peluncur diatas batang pahat bergerak
masuk dan keluar, sesuai dengan penguncian dari batang.
3.
Perletakan majemuk pada kereta luncur bubut seperti diperlihatkan
pada gambar 5. mempunyai dasar bulat dan dapat diputar ke sembarang sudut yang
diinginkan dari benda kerja. Pahat kemudian dihantarkan kedalam benda kerja
dengan tangan. Metode ini untuk ketirusan pendek.
Ketirusan ini
distandardisasi dalam satuan Inggris yaitu (0,60235 in. tiap foot), Brown dan
Sharp
(1/2 in. tiap foot), Jarno dan Reed (0,6 in. tiap foot), dan pena tirus
(1/4 in. tiap foot). Konversi
diberikan dalam milimeter dan presentase, yang
ekivalen karena ketirusan adalah tanpa satuan di
dalam satuan SI.

Gambar 4.3. Pembubutan tirus
dengan menggunakan perlengkapan tirus.

Gambar 4.4. Aplikasi dan Perlengkapan Alat Bantu.
1. Penguncian pusat ekor tetap yang digeser. Gambar 4.5.
memperlihatkan metode ini. Kalau ekor tetap digeser secara horisontal dari
sumbu sebesar 6,4 mm untuk batang silinder sepanjang 305 mm, akan diperoleh
ketirusan 0,0416 mm/mm (4,16%). Jadi ketirusan juga ditentukan oleh panjang
silinder yang dibubut.

Gambar 4.5.
Membubut tirus dengan menggunakan perletakan majemuk.

Gambar 4.6.
Membubut tirus dengan meng-offset-kan pusat ekor tetap.
4.3.1.3. Memotong Ulir
Biasanya pembuatan ulir dengan mesin bubut dilakukan apabila
hanya sedikit ulir yang
harus dibuat atau dibuat bentuk khusus. Bentuk ulir
didapatkan dengan menggerinda pahat
menjadi bentuk yang sesuai dengan
menggunakan gage atau plat pola. Gambar 4.7.
memperlihatkan sebuah pahat untuk
memotong ulir -V 60 derjat dan gage yang digunakan
untuk memeriksa sudut pahat.
Gage ini disebut gage senter sebab juga bisa digunakan
sebagai gage penyenter
mesin bubut. Pemotong berbentuk khusus bisa juga digunakan untuk
memotong
ulir.

Gambar 4.7. Metode Penguncian Pahat Untuk Memotong Ulir Pada Mesin Bubut.
Dalam
mengunci pahat untuk ulir-V, terdapat dua metode hantaran pahat. Pahat dapat
dihantarkan lurus kedalam benda kerja, ulir terbentuk karena serangkaian
potongan ringan
seperti pada gambar 4.7A. Metode pemotongan ini baik digunakan
untuk pemotongan besi
cor atau kuningan. Metode kedua adalah dengan menghantar
pahat pada suatu sudut seperti
gambar 4.7B dan 4.7D. Metode ini digunakan untuk
membuat ulir pada bahan baja. Pahat
diputar sebesar 29o dan pahat
dihantar ke benda kerja sehingga seluruh pemotongan
dilakukan pada sisi kiri
dari pahat.
4.3.1.4. Mesin Bubut Turet
Mesin bubut turet memiliki ciri
khusus yang terutama disesuaikan untuk kebutuhan mesin
produksi.
Keahlian pekerja disesuaikan
pada mesin ini sehingga operator yang kurang pengalaman bisa
menghasilkan
komponen yang sejenis. Karakteristik utama kelompok mesin ini adalah
bahwa pahat/perkakas bisa distel untuk
operasi berurutan. Walaupun tenaga
skill/terlatih
diperlukan untuk menyetel perkakas dengan benar, namun setelah
itu untuk
mengoperasikannya bisa dilakukan oleh tenaga tidak terlatih.
4.3.1.4.1. Mesin Bubut Turet Horisontal
Mesin ini dibuat dalam dua desain umum yaitu ram dan sadel. Mesin bubut jenis ram
(gambar 4.8) disebut demikian sesuai
dengan cara turet dipasang. Turet ditempatkan pada
peluncur atau ram yang
bergerak kebelakang dan kemuka pada sebuah sadel yang diapitkan
kepada bangku
mesin bubut. Pengaturan ini menghasilkan gerakan cepat dari turet dan
dianjurkan untuk untuk kerja batang atau pencekaman tugas ringan. Sadelnya
tidak bergerak
selama operasi.
Pada jenis sadel (gambar 4.9.), yang digunakan untuk
pekerjaan pencekaman, mempunyai
turet yang dipasang langsung pada sadel.
Sadelnya bergerak bolak balik bersama turet.

Gambar 4.8. Mesin bubut turet
jenis ram nomor 3 dengan kendali daur listrik.

Gambar 4.9.
Mesin bubut turet pencekaman jenis sadel.
Karena perkakas pencekaman menggantung (overhang) dan tidak
mendukung benda kerja, maka perkakas pencekam harus sekaku mungkin.
Mesin bubut turet dikonstruksi
dengan cara yang sama dengan mesin bubut biasa.
Perbedaan Antara Mesin Bubut Turet Dengan
Mesin Bubut Biasa
Perbedaan utamanya adalah bahwa mesin bubut turet
disesuaikan untuk pekerjaan produksi
yang banyak sedangkan mesin bubut biasa
terutama digunakan untuk berbagai pekerjaan,
untuk pembubut ruang perkakas atau
kerja tunggal. Ciri ciri mesin bubut turet yang
membuatnya dipakai untuk
produksi banyak adalah :
1. Perkakas
bisa distel pada turet untuk pekerjaan berurutan.
2.
Setiap stasiun dilengkapi dengan penghenti atau
penggerak hantaran sehingga masing-masing pemotongan oleh pahat adalah sama
dengan pemotongan sebelumnya.
3.
Pemotongan majemuk dapat diambil dari stasiun yang sama
pada saat yang sama, misalnya pembubutan atau pemboran lubang sebanyak dua buah
atau lebih.
4.
Pemotongan kombinasi dapat dibuat yaitu pahat pada
peluncur menyilang (cross slide) dapat digunakan bersamaan dengan pahat pada
turet yang lagi memotong.
5.
Kekakuan pada pemegang benda kerja atau pahat harus dibuat
pada mesin untuk pekerjaan majemuk atau pemotongan kombinasi.
6.
Mesin bubut turet mungkin dilengkapi dengan berbagai
perlengkapan seperti pembuatan tirus, pembuatan ulir dan pekerjaan duplikasi
dan bisa dikontrol dengan pita/kaset.
Prinsip Pahat Dan Perpahatan
Dalam produksi adalah penting bahwa pekerjaan dilakukan
sesingkat mungkin. Waktu yang
dihabiskan dalam produksi adalah : waktu
penyetelan, penanganan benda kerja, penanganan
mesin, dan waktu pemotongan.
Waktu
penyetelan dapat dikurangi dengan menyiapkan semua pahat yang diperlukan
dalam
kondisinya dan siap dipakai.
Waktu penanganan benda
kerja yaitu waktu yang dipakai dalam memasang atau melepaskan
benda kerja.
Hal ini sangat tergantung kepada piranti pemegang benda kerja. Untuk
pekerjaan
batang maka waktu ini dikurangi dengan menggunakan leher stok batang.
Waktu penanganan mesin
adalah waktu yang diperlukan dalam memasang masing-masing
perkakas pada
tempatnya. Bisa dikurangi dengan menempatkan perkakas pada posisi dan
urutan
yang benar sehingga memudahkan penggunaannya atau dengan melakukan
pemotongan
kombinasi atau jamak, jika memungkinkan.
Waktu potong untuk
suatu operasi dikendalikan oleh penggunaan yang benar atas perkakas
potong,
kecepatan dan hantaran.
Pemotongan
kombinasi bisa menghemat waktu potong (gambar 4.10A.).

Gambar 4.10. A.
Mengkombinasikan pemotongan pada pekerjaan batang. B.
Pemotongan banyak dari turet
segi enam.
Pemotongan kombinasi menunjukkan
penggunaan serentak dari pahat peluncur dan turet.
Gambar 11. menunjukkan penyetelan
turet segienam untuk membuat pemotongan dalam
pada adaptor ulir.

Gambar 4.11. Penyetel turet segi enam menggambarkan urutan operasi untuk menangani
pemotongan dalam yang diperlukan pada adaptor yang ditunjukkan dalam gambar
desain.
Gambar 12. menunjukakan detail
pemotongan dalam yang diperlukan untuk memesin
adaptor. Jenis-jenis operasinya
adalah :

Gambar 4.12.
Penyetelan untuk memesin operasi dalam pada adaptor berulir.
1.
Stok batang dimajukan terhadap penghenti stok kombinasi
dan gurdi awal.dan diapitkan ke leher.
Gurdi awal dimajukan dan ujung benda kerja di gurdi/senter.
2.
Dibuat lobang pada stok dengan menggurdi sesuai dengan
panjang yang diperlukan.
3.
Lubang dibor sesuai dengan diameter ulir.
4.
Lubang yang digurdi diperbesar dengan peluas lubang
(reamer)
5.
Alur untuk celah ulir dibuat. Untuk operasi ini
digunakan perkakas luncur gerak cepat.
6.
Ulirnya dibuat dengan sebuah tap yang dipegang oleh kopling tap dan pemegang die.
4.3.1.4.2. Mesin Bubut Turet Horisontal Otomatis
Gambar 4.13. adalah mesin bubut turet otomatis yang
penampilannya mirip dengan jenis
sadel standar namun operasinya otomatis. Turet
segienam dioperasikan dengan tenaga
hidrolik dan dilengkapi dengan penggeseran
melintang cepat dan penukaran otomatis kepala
hantaran yang sesuai pada setiap
titik. Gerakan dari peluncur menyilang dikendalikan oleh
nok yang digerakkan
oleh gerakan ke depan dari turet.

Gambar 4.13.
Mesin bubut turet horisontal otomatis.
4.3.1.4.3. Mesin Bubut Turet Vertikal
Mesin bubut turet vertikal mirip dengan fris pengebor
vertikal, tetapi memiliki karakteristik
pengaturan turet untuk memasang pahat.
Mesin ini terdiri dari pencekam atau meja berputar
dalam kedudukan horisontal,
dengan turet dipasangkan diatas rel menyilang. Mesin ini
dikembangkan untuk
memudahkan pemuatan, pemegangan dan pemesinan dari suku cadang
berat dan
diameter besar.
Pada gambar 4.14. memperlihatkan sebuah mesin bubut turet
vertikal yang dilengkapi
dengan tiga kepala pemotong: kepala turet utama yang
berputar, kepala ram yang
ditunjukkan di sebelah kiri dan kepala samping.
Untuk
mengadakan pemotongan bersudut, baik ram maupun turet dapat diputar 30 derjat
kekiri atau kanan dari pusat. Ram menyediakan stasiun perkakas lain pada mesin
yang bisa
dioperasikan terpisah atau bersama-sama dengan yang lainnya.
Mesin bisa dilengkapi dengan pengendali yang akan
menghasilkan operasi otomatik pada
setiap kepala, laju dan arah hantaran dan
perubahan kecepatan spindel.

Gambar 4.14.
Mesin bubut turet vertikal.
4.3.1.4.4. Mesin Bubut Stasiun Jamak Vertikal Otomatis
Mesin ini didesain untuk produksi tinggi dan biasanya
dilengkapi dengan lima atau sembilan
stasiun kerja dan posisi/dudukan pemuatan.
Dalam beberapa mesin disediakan dua
spindel
untuk setiap stasiun.
Biasanya semua jenis operasi
bisa dilakukan seperti menfris, menggurdi, mengulir, mengetap, meluaskan lobang
dan mengebor. Keuntungan mesin ini adalah bahwa operasi bisa dilakukan secara
serentak dan dengan urutan yang sesuai.
4.3.1.4.4.1. Mesin Bubut Otomatis
Mesin bubut yang perkakasnya secara otomatis dihantarkan
kepada benda kerja dan mundur
setelah daurnya diselesaikan, dikenal sebagai
mesin bubut otomatis. Mesin bubut yang
otomatis sepenuhnya dilengkapi dengan
magasin hantaran sehingga sejumlah suku cadang
dapat dimesin secara berurutan
dengan hanya sedikit pengawasan dari operator.
Gambar 4.15.
memperlihatkan mesin bubut otomatis jenis vertikal.

Gambar 4.15. Mesin bubut pencekam vertikal stasiun jamak.

Gambar 4.16. Mesin bubut otomatis vertikal.
4.3.1.4.4.2. Mesin Bubut Duplikat
Mesin bubut duplikat memproduksi kembali sejumlah suku
cadang dari bentuk induk
ataupun contoh dari benda kerja. Hampir setiap mesin
bubut standar dapat dimodifikasi
untuk pekerjaan penduplikasian. Reproduksinya
dari sebuah pola, baik bulat atau datar yang
biasanya dipasangkan dibelakang
mesin bubut. Pola dihubungkan dengan sebuah jarum yang
digerakkan oleh udara,
hidrolik atau listrik.

Gambar 4.17.
Mesin bubut duplikat otomatis.
4.3.1.4.4.3. Mesin Ulir Otomatis
Ditemukan oleh Christopher N. Spencer. Ciri utama dari mesin
tersebut adalah adanya
pengontrolan gerakan turet sehingga perkakas bisa
diumpan ke benda kerja pada kecepatan
yang diinginkan, ditarik dan diarahkan ke
kedudukan berikutnya. Ini semuanya dilakukan
dengan mekanisme nok berbentuk
silinder atau drum yang terletak dibawah turet. Ciri khas
lainnya yang dikendalikan oleh nok adalah mekanisme
pemegangan benda kerja pada leher,
dan melepaskannya pada akhir siklus.
Mesin
pertama jenis ini hanya beroperasi untuk membuat sekrup dan baut. Karena mesin
ini
hanya memproduksi komponen satu persatu dengan sedikit perhatian dari
operator maka
sebab itu disebut otomatik.
Mesin ulir otomatis bisa diklasifikasikan berdasarkan turet
atau jumlah spindel, tapi mesin
multi spindel tidak diklasifikasikan sebagai
mesin ulir tetapi sebagai mesin pindel-banyak
otomatis. Pada gambar 4.18. memperlihatkan mesin ulir yang didesain untuk benda kerja
batang diameter
kecil. Mesin ini mempunyai peluncur melintang yang bisa membawa
perkakas
didepan dan dibelakang, dan turet yang
terpasang pada posisi vertikal pada
peluncur gerakan longitudinal. Perkakas
dipasang disekeliling turet pada bidang vertikal
segaris dengan spindel.

Gambar 4.18.
Mesin ulir otomatis nomor 2.
4.3.1.4.4.4. Mesin Ulir Jenis Swis
Pada gambar 4.19 adalah tampak
ujung mesin ulir jenis swiss yang dikembangkan untuk
pembubutan teliti dari
komponen kecil. Pahat mata tunggal digunakan pada mesin ini dan
ditempatkan
secara radial disekeliling bushing karbida dimana stok dimajukan selama
proses
pemesinan. Pembubutan dilakukan oleh dua mata perkakas horisontal sedangkan
tiga lainnya digunakan untuk membuat alur, memotong putus dan membuat
alur.

Gambar 4.19. Tampak ujung dari mesin ulir jenis Swis yang
menunjukkan nok ayun dan mekanisme kendali pahat.
Spindel Banyak Otomatis
Mesin spindel banyak otomatis
adalah jenis yang paling cepat dari mesin produksi untuk
pekerjaan batang.
Mesin ini otomatis sepenuhnya dan dibuat dalam berbagai model
dengan dua,
empat, lima, enam atau delapan spindel. Dalam mesin ini langkah operasi
dibagi
menjadi beberapa bagian sehingga satu stasiun mengerjakan satu bagian operasi
dan semua stasiun beroperasi secara serentak sehingga memperpendek waktu
pengerjaan.
Konstruksi umum dari mesin ini
bisa dilihat pada gambar 4.20. Spindel yang membawa
stok batang seluruhnya
dipegang dan diputar dalam rel stok. Didepan spindel terdapat
sebuah peluncur
pahat ujung untuk tempat meletakkan pahat
segaris dengan dengan
masingmasing spindel mesin. Peluncur pahat tidak
mengarah atau berputar bersama
pembawa spindel melainkan bergerak maju-mundur
untuk membawa ujung pahat ke dan
dari persinggungan dengan batang atau stok
yang berputar.

Gambar 4.20.
Mesin btang spindel banyak otomatis.
Fris Pengebor Vertikal
Pada mesin ini benda kerja berputar pada meja horisontal.
Pahat pemotong stasioner, kecuali
untuk gerakan hantaran dan terpasang pada rel
menyilang yang tingginya dapat distel.
Pekerjaan yang bisa dilakukan adalah
pekerjaan tepi horisontal, pembubutan vertikal dan
pengeboran. Mesin ini diberi
tingkatan berdasarkan diameter mejanya yang ukurannya
bervariasi dari 1 sampai
12 m.

Gambar 4.21.
Fris pengebor dan pembubut vertikal.
Gambar 4.21 adalah contoh mesin fris pengebor vertikal. Kelebihan dari mesin ini adalah
bisa memegang suku cadang yang besar dan berat, karena benda kerja dapat
diletakkan di
meja dengan crane. --
BAB V
MESIN PENGGURDI DAN PENGEBOR
5.1. Pengertian
Penggurdian adalah
membuat lobang dalam sebuah obyek dengan menekankan sebuah gurdi
berputar
kepadanya. Hal yang sama dapat dicapai dengan memegang penggurdi stasioner dan
memutar benda kerja.
Pengeboran adalah
memperbesar lubang yang telah digurdi atau diberi inti. Pada prinsipnya
merupakan suatu operasi
penepatan sebuah lubang yang telah digurdi sebelumnya dengan
pahat jenis mesin
bubut mata tunggal.
Meluaskan lubang (Reaming) adalah memperbesar lubang yang telah
dimesin sampai ke ukuran yang sesuai dengan penyelesaian halus. Peluas lubang
adalah sebuah pahat teliti dan tidak dirancang untuk membuang logam
banyak.
5.1.1. Gurdi
Gurdi adalah sebuah pahat pemotong yang ujungnya berputar
dan memiliki satu atau
beberapa tepi potong dan galur yang berhubungan kontinyu
di sepanjang badan gurdi. Galur
bisa berupa lurus atau heliks, disediakan untuk
memungkinkan lewatnya serpihan dan fluida
pemotongan.
5.1.2. Penggurdi Puntir (Twist Drill)
Penggurdi puntir adalah jenis yang banyak dipakai, dimana
memiliki dua galur dan dua tepi
potong. Penggurdi jenis ini dperlihatkan pada
gambar 2. dengan berbagai sebutan yang
diberikan. beberapa jenis penggurdi
bervariasi dalam jumlah dan sudut galurnya, ditunjukkan
pada gambar 5.1. Penggurdi
beralur tunggal digunakan untuk pelubangan mula dan untuk
penggurdian lubang
dalam.

Gambar 5.1.
Penggurdi punter standard dan peristilahannya.

Gambar 5.2. Jenis penggurdi.
Penggurdi dua galur adalah jenis konvensional yang dipakai
untuk pelubangan mula dan
menggurdi lubang. Untuk penggurdian produksi,
penggurdi dilengkapi dengan saluran oli
didalam atau diluar. Penggurdi begralur
tiga atau empat pada prinsipnya dipakai untuk
memperbesar lubang yang telah
dibuat sebelumnya.
5.1.3. Penggurdi Pistol (Gun Drill)
Ada dua jenis penggurdi pistol bergalur lurus yang digunakan
untuk penggurdian lubang
dalam seperti ditunjukkan gambar 5.3. Yang satu disebut
penggurdi trepan, dimana tidak
memiliki
pusat mati dan meninggalkan inti pejal dari logam. Dengan gerakan maju gurdi,
maka inti bekerja sebagai pemandu pusat di titik pemotongan. Ini mencegah
pelarian
penggurdi ke satu sisi, dan ketelitian lubang mudah dipertahankan.
Jenis yang lain adalah penggurdi
pistol pemotong pusat (jenis konvensional), digunakan
untuk penggurdian
lubang yang sangat dalam, misalnya menggurdi lubang buntu yang tidak
dapat
menggunakan penggurdi jenis inti. Kesemua jenis gurdi ini menggunakan ujung
karbida seperti pada gambar.
Penggurdi pistol beroperasi pada hantaran yang jauh lebih
kecil daripada penggurdi puntir
konvensional, tetapi kecepatan potongnya lebih
tinggi. Minyak bertekanan sangat tinggi
diberikan ke ujung pengerek melalui
lubang di pemotongnya.

Gambar 5.3. Penggurdi pistol bergalur lurus. A. Penggurdi
trepan, B. Penggurdi pistol pemotongan.
5.1.4. Penggurdi Khusus
Untuk menggurdi lubang besar dalam pipa atau logam lembaran,
gurdi puntir tidak sesuai
karena gurdi cendrung akan terbenam ke dalam benda
kerja atau lubangnya terlalu besar
untuk gurdi biasa. Lubang besar tersebut
dipotong dengan pemotong lubang seperti gambar
5.4.

Gambar 5.4. Pemotong untuk lubang pada logam tipis. A. Pemotong
gergaji. B. Fris kecil (fly cutting).

Gambar 5.5. Penggurdi sekop dan pemegang tangkai.
Pemotong jenis gergaji
diperoleh dalam jangkauan ukuran yang luas. Untuk lubang yang
sangat besar
pada logam tipis digunakan fris kecil (fly
cutter). Pemotong terdiri pemegang
pahat horisontal yang dapat disetel untuk
menampung perkisaran diameter yang luas. Kedua
pemotong akan memotong pada
lintasan yang sama, tetapi yang satu disetel agak lebih
rendah dari yang
lain.
Penggurdi sekop seperti gambar 5.5. adalah metode lain untuk membuat lubang dengan
diameter besar, berkisar
antara 35 sampai 380 mm. Bahan yang dipakai pada penggurdi
sekop adalah baja
kecepatan tinggi atau bahan lain yang
terbuat dari baja karbon menengah
sampai tinggi dan berujung karbida.
5.1.5. Prestasi Penggurdi
Prestasi Penggurdi tidak lepas dari bahan penggurdi itu
sendiri. Bahan baja kecepatan tinggi
dapat memberikan kecepatan pemotongan sekitar dua kali dari
bahan baja karbon. Untuk
bahan keras dan abrasiv seperti besi cor, penggurdi
diberi ujung karbida wolfram akan
memberikan hasil penggurdian yang memuaskan.
Baja kecepatan super tinggi berbantalan
kobalt, kandungan karbon tinggi, mampu
menggurdi baja dengan kekerasan Rockwell C68,
seperti baja anti karat dan
paduan untuk pesawat ruang angkasa. Beberapa penggurdi diberi
perlakuan permukaan
selubung keras dan tipis, atau dilapis khrom untuk memberikan
permukaan yang
tahan aus.

Gambar 5.6.. Penggurdi bertingkat garis tepi ganda. Diameter
pengarah tidak berubah, sehingga memperbaiki aksi pengarahan.
5.1.6. Sudut Mata
Sudut mata harus pas dengan bahan yang digurdi. Sudut mata yang biasa untuk penggurdi
komersial pada umumnya adalah 118 derjat yang bagus digunakan untuk baja lunak,
kuningan dan bahan pada umumnya. Untuk logam yang lebih keras, maka sudut mata
yang
lebih besar akan memberikan prestasi lebih baik.
Gambar 5.7. ditunjukkan dua penggurdi dengan sudut mata 140
derjat dan 80 derjat.
Ketebalan dan lebar serpihan yang diperoleh dari
penggurdian ditandai dengan huruf T dan
W. Tebal T1 untuk yang bersudut
mata 140 derjat adalah lebih tebal dari tebal T2 pada sudut
mata 80 derjat. Dalam menggurdi
logam yang keras dan sulit dimesin, serpihan yang tebal
memungkinkan sejumlah
penghematan daya.

Gambar 5.7.
Variasi sudut mata mempengaruhi prestasi penggurdi.
Terlihat juga bahwa lebar W1 untuk sudut mata 140 derjat adalah
kurang daripada W2 untuk
sudut mata yang
lebih kecil. W yang lebih lebar
memiliki sisi pemotongan lebih lebar,
berguna dalam menggurdi bahan yang
menimbulkan keausan pengikisan.
5.1.7. Sudut Heliks
Prestasi gurdi dipengaruhi oleh
sudut heliks dari galurnya. Sudut ini bisa bervariasi dari 0
sampai 45 derjat,
standar yang umum untuk baja dan bahan lainnya biasanya sekitar 30
derjat.
Makin kecil sudut ini maka makin besar puntiran yang diperlukan untuk
mengoperasikan
pada kecepatan yang sama. Sudut untuk menggurdi tembaga, magnesium
dan plastik
lunak sekitar 35 - 45 derjat, paduan tembaga 20 - 25 derjat, plastik keras 17
derjat, dan baja lunak sampai menengah 25 - 32 derjat.
5.1.8. Mata Gurdi
Pada gurdi
terdapat tepi pahat pada ujung web yang menghubungkan kedua pemotong
seperti gambar 5.1. Tepi pahat ini tidak memotong secara efisien karena penggaruk negatif
besar yang tidak hanya di titik pusat tetapi juga disepanjang tepi pahat. Untuk
memperbaiki
efisiensi penggurdian dan mengurangi desakan, maka dibuatlah suatu
mata penggurdi
memusat sendiri yang memiliki tepi spiral seperti diperlihatkan
gambar 10 yang memiliki
aksi pemotongan yang jauh lebih baik.
Cara lain untuk mengurangi desakan ujung adalah dengan
penipisan ujung web dan
pembelahan mata seperti gambar 5.8. Penggurdi mata
terbelah ini banyak digunakan untuk
menggurdi baja pengerasan-kerja yang kasar
dan logam super alloy.

Gambar 5.8.
Penggurdi mata spiral.

5.1.9. Fluida Pendingin
Fluida pendingin memperbaiki aksi pemotongan antara
penggurdi dengan benda kerja,
memudahkan pengeluaran serpihan serta
mendinginkan benda kerja dan pahat. Beberapa
logam dengan media pendingin yang
dianjurkan :
•
Aluminium : campuran minyak mineral-lemak hewan
•
Kuningan : kering, campuran minyak mineral-lemak hewan
•
Perunggu : kering, minyak cair
•
Besi cor : kering, semburan udara
•
Tembaga : minyak cair, campuran minyak mineral-lemak
hewan
•
Magnesium : kering, minyak mineral
•
Besi mampu tempa : minyak cair
•
Baja : minyak cair, minyak tersulfurisasi
• Baja
perkakas : lemak hewan, minyak cair
5.2. Kecepatan Potong
Kecepatan potong dirumuskan :
C.S = πDN mm/min
dengan D = diameter penggurdi, mm
N = putaran tiap menit
Kecepatan potong sangat bergantung dari kekerasan dan
kekasaran bahan. Makin kasar dan
makin keras maka kecepatannya makin rendah.
Untuk gurdi kecepatan tinggi, pada baja
kecepatan seharusnya : 35 m/min;
aluminium : 75 m/min; besi cor : 30 m/min; magnesium :
90 m/min; dan kuningan :
60 m/min.
5.3. Hantaran Penggurdi
Hantaran untuk penggurdi kecepatan tinggi di sekitar 25 mm
biasanya berkisar antara 0,05
sampai 0,38 mm/put seperti bisa dilihat pada
tabel 1. Untuk memperoleh produksi lebih
cepat, seringkali dianjurkan untuk
meningkatkan hantaran, bukannya meningkatkan
kecepatan potong. Kalau kecepatan
potong ditingkatkan dalam daerah kritis, akan terjadi
penurunan umur pahat
secara cepat.
Tabel 1.
Hantaran yang dianjurkan untuk penggurdi.
Diameter mm
|
Hantaran mm/put
|
|
Dibawah
Diatas
|
3,3
3,2 - 6,4
6,4 - 12,7
12,7 - 25,4
25,4
|
0,03 - 0,05
0,05 - 0,10
0,10 - 0,18
0,18 - 0,38
0,38 - 0,64
|
5.4. Ukuran Lubang Yang di Gurdi
Biasanya, gurdi dua galur secara normal akan menggurdi
dengan sedikit kelebihan ukuran
pada umumnya logam. Besarnya kelebihan ukuran
lubang yang didapat dari penggurdi
berdiameter 3,2 sampai 25 mm dihitung dengan
rumus berikut :
kelebihan ukuran
rata-rata = 0,05 + 0,13 D
kelebihan ukuran maksimum = 0,13 + 0,13 D
kelebihan ukuran minimum = 0,03 + 0,08 D
dengan : D = diameter penggurdi
nominal, mm
5.5. Peluas Lubang (Reamer)
Peluas lubang adalah perkakas yang menyelesaikan lubang yang
telah digurdi atau di bor.
Istilah yang dipakai pada peluas lubang bisa dilihat
pada gambar 5.10.

Gambar 5.10.
Peluas lubang standar dan peristilahannya.
Peluas lubang yang tersedia untuk
berbagai bahan dan penggunaannya adalah :
1. Peluas lubang tangan
|
5. Peluas lubang ekspansi
|
2. Peluas lubang pencekam
|
6. Peluas lubang mampu
setel
|
3. Peluas lubang cangkang
|
7.
Peluas lubang kegunaan khusus
|
(shell)
4. Peluas lubang tirus.

Gambar 5.11.
Jenis-jenis peluas lubang.
Peluas lubang tangan adalah
perkakas penyelesaian yang dirancang
untuk penepatan akhir
dari lubang.
Peluas lubang pencekam dirancang untuk penggunaan dalam mesin.
Peluas lubang cangkang
terdiri atas ujung jenis cangkang yang dipasangkan pada arbor
tirus. Celah
dalam peluas lubang menghubungkan penyeret pada arbor untuk menghasilkan
pergerakkan positif.
Peluas lubang
pena-tirus biasanya mempunyai diameterkecil dan agak panjang. Pelubang
harus dikonstruksi sekuat mungkin karena mata potongnya dihubungkan dalam pemotongan melalui keseluruhan
panjangnya.
Peluas lubang ekspansi
dapat disetel untuk mengkompensasi keausan atau untuk kebutuhan meluaskan
lubang yang kelebihan ukuran.
Peluas lubang mampu setel berbeda dengan
yang lain dalam hal alat ini dapat dimanipulasi
untuk dipakai pada jangkauan
ukuran tertentu.
5.6. Pengelompokan Mesin Penggurdi
Berdasarkan konstruksinya mesin
penggurdi bisa dikelompokan sebagai berikut :
A. Penggurdi mampu jinjing
|
E.
Mesin penggurdi turet
|
B.
Mesin penggurdi peka
|
F. Mesin penggurdi spindel
|
1. Pasangan bangku
|
jamak
|
2. Pasangan lantai
|
1. Unit tunggal
|
C. Mesin penggurdi tegak
|
2. Jenis jalan
|
1. Tugas ringan
|
G. Mesin penggurdi produksi
|
2. Tugas berat
|
otomatis
|
3.
Mesin penggurdi gang
|
1.
Meja pengarah
|
D. Mesin Penggurdi radial
|
2. Jenis perpindahan
|
H. Mesin penggurdi lubang dalam
Mesin penggurdi mampu jinjing
dispesifikasikan berdasarkan diameter penggurdi
maksimum yang dapat
dipegangnya. Untuk penggurdi jenis peka atau tegak dispesifikasikan
berdasarkan diameter benda kerja paling besar yang bisa digurdi. Ukuran mesin penggurdi
radial didasarkan pada panjang lengannya dalam meter.
5.7. Penggurdi Mampu Jinjing dan Peka
Penggurdi mampu jinjing (portable) adalah mesin penggurdi
kecil yang terutama digunakan
untuk operasi penggurdian yang tidak dapat
dilakukan dengan mudah pada kempa gurdi
(drill press) biasa. Yang paling
sederhana adalah mesin penggurdi yang dioperasikan dengan
tangan. Penggurdi
jenis ini bisa menggunakan penggurdi sampai diameter 12 mm.
Mesin penggurdi peka adalah
mesin kecil berkecepatan tinggi dari konstruksi sederhana
yang mirip dengan
kempa gurdi tegak biasa. Mesin ini terdiri dari standar tegak, sebuah
meja horisontal, dan sebuah spindel vertikal untuk memutar dan memegang gurdi. Mesin
jenis ini berhantaran ringan dan hanya sesuai untuk pekerjaan ringan dengan
diameter gurdi
tidak lebih dari 15 mm.
5.8. Penggurdi Tegak
Penggurdi tegak mirip dengan penggurdi peka, mempunyai
mekanisme hantaran daya untuk
penggurdi putar dan dirancang untuk kerja yang
lebih berat. Gambar 5.12. menunjukkan
mesin berukuran 1 meter dengan tiang
berbentuk peti. Mesin jenis ini bisa melakukan
pekerjaan mengetap atau
menggurdi.

Gambar 5.12.
Kempa gurdi tegak berukuran satu meter.
5.9. Mesin Penggurdi Gang (Kelompok)
Kalau
beberapa spindel penggurdi diletakkan pada meja tunggal, ini disebut sebagai
penggurdi gang (kelompok). jenis ini sesuai untuk pekerjaan produksi yang harus
melakukan
beberapa operasi. Benda kerja dipegang dalam sebuah jig yang dapat
diluncurkan pada meja
dari satu spindel ke spindel lainnya.

Gambar 5.13. Mesin Penggurdi Gang.
5.10. Mesin Penggurdi Radial
Mesin penggurdi radial dirancang untuk pekerjaan besar kalau
tidak memungkinkan bagi
benda kerja untuk digerakkan berputar bila beberapa
lubang harus digurdi. Mesin jenis ini
ditunjukkan pada gambar 5.14 yaitu terdiri
dari sebuah tiang vertikal yang menyangga
sebuah lengan yang membawa kepala
gurdi. Kepala gurdi mempunyai penyetelan di
sepanjang lengan ini.

Gambar 5.14.
Mesin penggurdi radial
5.11. Mesin Turet
Mesin turet
mengatasi keterbatasan ruang lantai yang ditimbulkan oleh
Mesin Penggurdi Gang. Sebuah
mesin gurdi turet diperlihatkan pada gambar 5.15 dimana
mesin tersebut adalah
mesin turet yang dikendalikan secara numerik. Dua pemegang dapat
ditempatkan
pada meja kerja sehingga memungkinkan pemuatan dan penurunan selama daur
mesin.

Gambar 5.15. Mesin penggurdi dikendalikan KN jenis turet dengan
kapasitas 40 mm pada baja.
5.12. Mesin Penggurdi Spindel Jamak
Mesin penggurdi jamak
ditunjukkan oleh gambar 5.15, menggurdi beberapa lobang secara
serentak. Mesin
ini khususnya adalah mesin produksi yang bisa menggurdi banyak suku
cadang
dengan ketelitian.
5.13. Mesin Penggurdi Jenis Perpindahan
jenis ini sering dirancang sebagai mesin otomatis. Mesin ini
melakukan suatu deretan
operasi pemesinan yang berurutan dan memindahkan benda
kerja dari satu stasiun ke stasiun
lainnya. Mesin otomatis terdiri dari jenis
meja-index dan perpindahan segaris.
Meja Index dimana
sesuai untuk suku cadang yang memerlukan
sedikit operasi, bisa berupa
jenis vertikal atau horisontal dan berjarak dari
pinggir meja-index.
Jenis Perpindahan ,
dilengkapi dengan alat penanganan atau perpindahan antar stasiun.
Metode yang
paling sederhana dan ekonomis adalah dengan menggerakkannya pada rel atau
ban
berjalan.

Gambar 5.16. Mesin penggurdi dan pengetap spindel jamak serba guna, mampu setel.

Gambar 5.17. Mesin perpindahan berbangku kecil dengan tiga
puluh lima stasiun untuk kotak transmisi; 75 suku cadang tiap jam produksi.
5.14. Mesin Penggurdi Lubang Dalam
Mesin biasa akan menemui masalah jika melakukan operasi
untuk pembuatan lobang yang
dalam seperti laras senapan, spindel panjang,
batang engkol, dan peralatan penggurdi sumur
minyak tertentu. Kesulitan
biasanya dijumpai pada penyanggaan benda kerja dan gurdi.
Kecepatan putar dan
hantaran harus ditentukan dengan teliti, karena terdapat kemungkinan
lebih
besar untuk terjadi pelenturan jika dibandingkan dengan pelubangan pendek.
Mesin Penggurdi Lubang Dalam
dikembangkan untuk mengatasi permasalahan ini. Mesin
biasanya mempunyai
konstruksi horisontal menggunakan sebuah penggurdi pistol
pemotongan pusat yang
mempunyai mata potong tunggal dengan galur lurus pada
keseluruhan panjangnya.
Biasanya gurdi stasioner dan benda kerja berputar, tetapi kalau sulit
memutar benda
kerja, maka keadaannya bisa dibalik.
5.15. Mesin Pengebor
Beberapa mesin telah
dikembangkan untuk pekerjaan mengebor seperti pengebor jig, fris
pengebor
vertikal dan mesin pengebor horisontal. Fris pengebor vertikal dan horisontal
sesuai untuk benda kerja besar.
5.15.1. Mesin Pengebor Jig
Gambar 5.18. menunjukkan mesin
yang dirancang untuk menempatkan dan mengebor
lubang dalam jig. Mesin pengebor
jig dikonstruksikan dengan ketepatan lebih tinggi dan
dilengkapi dengan alat
pengukur teliti untuk mengendalikan gerakan meja.Mesin juga
dirancang untuk
pengendalian numeris dengan meletakkan tugas pada pita, maka dijamin
pengulangan yang tepat.
5.15.2. Fris Pengebor Vertikal
Fris
pengebor vertikal mempunytai meja kerja bulat horisontal dan sesuai untuk
pengerjaan
tepi serta pembubutan vertikal seperti halnya pekerjaan mengebor.
Mesin ini sudah
dijelaskan pada bab mengenai mesin bubut.

Gambar 5.18.
Pengebor jig produksi dan ruang perkakas.
5.15.3. Mesin Pengebor Horisontal
Mesin pengebor horisontal, berbeda dengan fris pengebor vertikal
dalam hal benda kerja
stasioner dan perkakas berputar, sesuai untuk pengeboran
lubang horisontal seperti terlihat
pada gambar 5.19.

Gambar 5.19. Mesin pengebor horisontal jenis meja untuk
melakukan operasi pengeboran, penggurdian dan pemfrisan.
Spindel horisontal untuk
memegang perkakas didukung dalam sebuah rakitan pada sebuah
ujung yang dapat
disetel secara vertikal. Meja kerja mempunyai gerakan longitudinal dan
menyilang didukung pada jalu gerakannya pada bangku mesin. Dalam beberapa kasus
mejanya dapat diputar.
5.15.4. Perkakas Pengebor
Operasi pengeboran pada umumnya menggunakan mata tunggal
seperti yang ditunjukkan
pada gambar 5.20 karena mudah disetel dan dipelihara.

Gambar 5.20. Pengeboran lurus pada mesin pengebor horizontal
menggunakan batang lurus dan penyangga ujung.
Untuk pekerjaan mengebor presisi pada mesin fris, pengebor
jig atau kempa gurdi
diperlukan perkakas yang mempunyai penyetelan mikrometer.
Perkakas semacam ini
dipegang oleh kepala pemotong dan berputar.
Maka setiap peningkatan ukuran lubang
dilakukan dengan menyetel perkakas
secara radial dari titik pusatnya.
Pengaturan pemotong ganda yang paling populer adalah jenis
blok, seperti ditunjukkan pada
gambar 5.21 yang terdiri dari dua pemotong
berhadapan yang terletak dalam alur pada blok.
Terdapat alur untuk mengunci
pemotong pada dudukannya serta untuk menyetelnya.

Gambar 5.21. Pemotong pengeboran jenis blok.
Perkakas yang umum dipakai dalam mesin kecil seperti mesin
bubut adalah sebuah perkakas
mata tunggal, yang disangga dengan cara yang
memungkinkan pemasukkannya ke dalam
lubang. Pahat seperti ini ditunjukkan pada
gambar 5.22A.

Gambar 5.22. Jenis Dari Pahat Pengebor.
Pahat ini didukung dalam pemegang terpisah yang pas masuk ke
dalam tempat pahat mesin
bubut. Untuk mesin bubut turet, sedikit berbeda pada
pemegang dan pahat tempa, yaitu
digunakan yang mirip dengan yang ditunjukkan
gambar B. Gambar C dirancang untuk
memegang potongan pahat baja kecepatan
tinggi.
Dalam
pekerjaan produksi maka pisau pemotong menggunakan mata potong jamak yang
banyak digunakan. Pemotong ini terlihat pada gambar F, yang bentuknya menyerupai
peluas lubang
cangkang dan biasanya dilengkapi dengan pemotong gigi sisipan yang bisa
disetel
secara radial untuk mengimbangi keausan dan variasi diameter.
BAB VI
MESIN FRIS DAN PEMOTONG FRIS
Mesin fris melepaskan logam ketika benda kerja dihantarkan
terhadap suatu pemotong
berputar seperti terlihat pada gambar 6.1.

Gambar 6.1. Operasi fris sederhana.
Pemotong fris memiliki
satu deretan mata potong pada kelilingnya yang masing-masing
berlaku sebagai
pemotong tersendiri pada daur putaran. Benda kerja dipegang pada meja
yang mengendalikan
hantaran. Pada mesin umumnya terdapat tiga kemungkinan gerakan
meja
yaitu : longitudinal, menyilang dan vertikal, namun beberapa meja juga memiliki
gerakan putar.
Mesin fris adalah yang paling
mampu melakukan banyak tugas dari segala mesin perkakas. Permukaan yang datar
maupun berlekuk dapat di mesin dengan penyelesaian dan ketelitian yang baik.
Pemotongan sudut, celah, roda gigi dan ceruk dapat dilakukan oleh mesin fris.
Pahat gurdi, peluas lubang dan bor dapat dipegang dalam soket arbor dengan
melepaskan pemotong dan arbor.
6.1. Jenis Pemotong Fris
Mesin fris mampu melakukan banyak jenis pekerjaan karena
banyaknya jenis pahat yang
tersedia. Terdapat tiga desain umum dari pemotong :
1.
Pemotong Arbor. Pemotong
ini mempunyai lubang dipusatnya untuk pemasangan pada bor.
2.
Pemotong tangkai.
Pemotong jenis mempunyai tangkai lurus atau tirus yang menjadi satu dengan
badan pemotong. Pemotong dipegang oleh
spindel.
3.
Pemotong muka. Pemotong
ini dibaut atau dipegang pada ujung arbor pendek dan biasanya dipakai untuk
memfris permukaan rata.
Bahan fris dibuat antara lain dari baja karbon tinggi, berbagai
baja kecepatan tinggi, atau
yang berujung karbida dan lain lain. Pemotong serba
guna umumnya terbuat dari baja
kecepatan tinggi yang mempertahankan mata potong
tetap tajam, keras dan ulet pada suhu
sekitar 500 sampai 600 oC,
sehingga dapat digunakan kecepatan potong 2 sampai 2 ½ kali
dari yang
dianjurkan untuk memotong baja karbon. Logam cor bukan besi seperti Stelit,
Cobalt atau Rexalloy dan pemotong berujung karbida memiliki daya tahan panas
lebih tinggi
sehingga sesuai untuk pemotongan berat dan kecepatan tinggi.
Kecepatan potong dari
pemotong bahan cor
bukan besi dan karbida berkisar dari dua sampai lima kali daripada
yang
dianjurkan untuk baja kecepatan tinggi.
Pemotong yang banyak
digunakan diperlihatkan pada gambar 3, yang dikelompokkan
menurut bentuk atau
jenis pekerjaan yang dapat dilakukan.
1.
Pemotong fris
biasa. Pemotong biasa adalah sebuah pemotong yang berbentuk piringan yang
memiliki gigi di sekelilingnya. Giginya
bisa lurus dan juga bisa heliks jika lebarnya lebih dari 15 mm. Pemotong heliks
yang lebar yang digunakan untuk beban berat memiliki takik pada giginya untuk
mematahkan serpihan dan untuk memudahkan pengeluarannya.
2.
Pemotong fris
samping. Pemotong ini mempunyai gigi disamping.
Pemotong jenis
ini bisa mempunyai gigi lurus, heliks atau zigzag.
3.
Pemotong gergaji
pembelah logam. Pemotong jenis ini sangat tipis, biasanya 5 mm atau kurang.
Pemotong ini diberi pengaman dengan menggerinda sisinya untuk menghasilkan ruang
bebas bagi pemotongan.

1.
Pemotongh fris
sudut. Pemotong ini bisa berbentuk pemotong sudut tunggal atau ganda.
Pemotong sudut tunggal mempunyai satu permukaan kerucut, sedangkan pemotong
sudut ganda mempuinyai gigi pada dua permukaan kerucut. Pemotong sudut
digunakan untuk memotongh lidah roda, tanggem, galur pada pemotong fris dan
pelebar lubang.
2.
Pemotong fris
bentuk. Gigi pemotong ini mempunyai bentuk khusus. Pemotong jenis ini
termasuk pemotong cekung dan cembung, pemotong roda gigi, pemotong galur,
pemotong pembulat sudut dan sebagainya.
3.
Pemotong fris
ujung. Pemotong ini mempunyai poros integral untuk menggerakkan dan
mempunyai gigi di keliling dan ujungnya. Galurnya bisa lurus ataupun heliks.
Pemotong besar yang disebut fris cangkang mempunyai bagian pemotong terpisah
yang dipegangkan pada arbor batang seperti terlihat gambar 6.3. Fris ujung
digunakan untuk proyeksi permukaan, membujur sangkarkan ujung, memotong celah
dan dalam pekerjaan pencerukan misalnya pembuatan cetakan.

Gambar 6.3. Fris cangkang dan arbor.
1.
Pemotong celah -
T. Digunakan untuk memfris celah - T. Bentuk yang khusus adalah pemotong
dudukan pasak Woodruff, yang digunakan untuk memotong dudukan bulat untuk pasak
tersebut.
2.
Pemotong gigi
sisipan. Dengan makin meningkatnya ukuran pemotong, maka lebih ekonomis
untuk menyisipkan gigi yang terbuat dari bahan mahal ke dalam baja yang lebih
murah. Gigi pemotong ini bisa diganti kalau aus atau patah.
6.2. Gigi Pemotong Fris
Pemotong fris dengan nomenklatur terlihat pada gambar 6.4.
Untuk pemotong kecepatan
tinggi digunakan sudut garuk radial positif sebesar 10
sampai 15 derjat. Pemotong fris yang
dibuat untuk bahan yang lebih lunak,
misalnya aluminium, dapat diberikan garukan yang
lebih besar dengan kemampuan
potong lebih baik.

Gambar 6.4.
Pemotong fris dengan penunjukkan nomenklatur
Untuk pemfrisan kecepatan tinggi dengan pemotong berujung
karbida, biasanya digunakan
sudut garuk negatif (baik radial maupun aksial).
Pemotong jenis fris datar, dengan gigi di
tepinya, biasanya diberi garukan
negatif sebesar 5 sampai 10 derjat kalau harus memotong
baja. Paduan dan baja
karbon menengah memerlukan garukan negatif yang lebih besar
daripada baja
lunak. Perkecualian untuk penggunaan sudut garuk negatif bagi pemotong
karbida
dilakukan kalau akan memfris logam lunak bukan besi.
Sudut ruang bebas adalah
sudut yang dicakup antara tepi dan garis singgung pada pemotong
dari ujung
gigi. Untuk pemotong komersial sudut ruang bebas adalah sekitar 4 sampai 5
derjat. Pemotong yang berdiameter lebih kecil mempunyai sudut ruang bebas yang
ditingkatkan untuk menghilangkan kecendrungan dari gigi untuk menggesek benda
kerja.
Sudut ruang bebas juga ditentukan oleh bahan benda kerja. Besi cor memerlukan
sudut
sebesar 4 sampai 7 derjat, sedangkan bahan lunak seperti magnesium,
aluminium dan
kuningan memerlukan sudut ruang bebas 10 sampai 12 derjat.
Dari penelitian diperoleh bahwa gigi kasar lebih
efisien untuk melepas logam dari pada
gigi
halus. Gigi halus juga memberikan kecendrungan untuk bergetar daripada
gigi kasar tetapi
gigi halus dianjurkan untuk memotong gergaji yang digunakan
untuk menmfris bahan tipis.
6.3. Pengelompokkan Dari Mesin Fris
Menurut desainnya mesin fris bisa dibedakan atas :
A. Jenis tiang dan lutut
|
D. Mesin pusat
pemesinan
|
||
1.
Fris tangan
|
E.
Jenis khusus
|
||
2.
Mesin fris datar
|
1.
Mesin meja putar
|
||
3. Mesin fris universal
|
2. Mesin fris planet
|
||
4. Mesin fris vertikal
|
3.
Mesin profil
|
||
B. Mesin jenis penyerut
|
4.
Mesin duplikat
|
||
C. Jenis landasan tetap
|
1.
Mesin fris simpleks
2.
Mesin fris dupleks 3.
Mesin fris tripleks.
6.3.1. Mesin Fris Tangan
Ini adalah jenis yang paling
sederhana dari mesin fris yang dioperasikan dengan tangan. Mesin ini digunakan
terutama dalam pekerjaan operasi fris ringan dan sederhana seperti memotong
alur, alur pasak pendek dan membuat celah.
6.3.2. Mesin Fris Datar
Mesin ini mririp dengan mesin
fris tangan hanya konstruksinya lebih kuat dan dilengkapi dengan mekanisme
hantaran daya untuk mengendalikan gerakan meja. Mesin fris datar jenis tiang
dan lutut mempunyai 3 gerakan yaitu longitudinal, melintang dan vertikal. Mesin
jenis landasan tetap hanya mempunyai gerakan meja longitudinal.
Contoh mesin fris datar lutut
dan tiang diperlihatkan pada gambar 6.5.
6.3.3. Mesin Fris Universal
Mesin
universal adalah sebuah mesin ruang perkakas yang dikonstruksi untuk
pekerjaan
yang sangat teliti. Penampilannya mirip dengan mesin fris jenis datar.
Hanya
mejanya bisa berputar secara horisontal dan dilengkapi dengan sebuah
indeks
atau kepala pembagi pada ujungnya. Sifat meja berputar bisa digunakan
untuk
memotong spiral. Mesin ini dapat juga dilengkapi fris vertikal, tambahan meja
putar, tambahan pembuat celah dan perlengkapan lainnya.

Gambar 6.5.
Mesin fris lutut dan tiang.
6.3.4. Mesin Fris Vertikal
Gambar 6.6 terlihat satu jenis mesin fris vertikal. Dalam hal ini spindel
pemotong mempunyai kedudukan
vertikal. Mesin mempunyai perjalanan
spindel aksial yang pendek untuk memudahkan pemfrisan bertingkat. Ada juga
mesin yang dilengkapi dengan alat putar tambahan atau meja kerja putar sehingga
mesin bisa memfris alur melingkar atau memfris kontinyu suku cadang produksi
yang kecil.
6.3.5. Mesin Fris Jenis Penyerut
Mesin ini disebut penyerut karena kemiripannya dengan
penyerut. Benda kerja dibawa pada
meja panjang yang hanya mempunyai gerakan
longitudinal, dan dihantarkan kepada
pemotong putar. Gerakan meja adalah
variabel merupakan ciri utamanya. Gambar 6.7
memperlihatkan mesin jenis ini.

Gambar 6.6.
Mesin fris vertikal kepala putar.

Gambar 6.7.
Mesin fris jenis penyerut.
6.3.6. Mesin Fris Jenis Bangku Tetap
Mesin ini mempunyai konstruksi bangku dari benda cor yang
kaku dan berat dan menyangga
meja kerja yang hanya mempunyai gerakan
longitudinal. Nama simpleks, dupleks dan
tripleks menunjukkan bahwa mesin
berturut-turut dilengkapi dengan kepala spindel satu, dua
atau tiga. Mesin ini
sering dikendalikan secara otomatis. Gambar 6.8 memperlihatkan jenis
mesin ini
untuk dupleks.

Gambar 6.8.
Mesin fris dupleks.
6.4. Pusat Pemesinan
Pusat pemesinan adalah mesin Kontrol Numerik yang dirancang
untuk produksi barang kecil
sampai menengah. Pusat pemesinan merujuk ke sebuah
atau lebih mesin Kontrol Numerik
yang mempunyai kapasitas pemesinan multi purpose (banyak kegunaan). Pusat
pemesinan
dapat memfris, menggurdi, mengebor, meluaskan lubang, mengetap dan
membentuk keliling
yang kesemuanya dalam sebuah penyetelan.
Operasional pusat pemesinan meliputi menstart dan
menghentikan mesin, memilih dan
menukar pahat, melakukan pembentukan keliling
dua atau tiga dimensi, menghantar salah
satu atau secara jamak dari dua atau
tiga sumbu, mendudukan setiap sumbu pada pergeseran
yang cepat, menstart atau
menghentikan spindel, mengarahkan meja, mengalirkan dan
menghentikan media
pendingin.
Pada gambar 6.9 terlihat sebuah pusat pemesinan Kontrol
Numerik terkomputerisasi,
horisontal, jenis landasan, yang mempunyai magasin
menyimpan 28 pahat. Sementara
gambar 6.10 menunjukan pusat pemesinan vertikal
yang mempunyai magasin 20 pahat.

Gambar 6.9. Pusat pemesinan horisontal jenis landasan kendali
numeris dengan tiga sumbu gerak hantaran dan magasin penyimpan 28 pahat.

Gambar 6.10. Pusat pemesinan vertikal kendali numeris dengan
tiga sumbu gerak hantaran dan penukar pahat 20 kedudukan.
6.5. MESIN FRIS KHUSUS
6.5.1. Mesin Fris Meja Putar
Mesin meja putar adalah penyesuaian dari mesin fris vertikal
dan diperlihatkan
pada gambar 6.11. Operasi mesin kontinyu dan cepat tetapi
terbatas pada
pemfrisan permukaan datar saja.

Gambar 6.11.
Mesin fris meja putar.
6.5.2. Mesin Fris Planet
Mesin fris planet digunakan untuk memfris bagian luar dan
bagian dalam dari permukaan dan
ulir pendek. Benda kerja diam dan gerakan
memotong dilakukan oleh pemotong. Pada awal
pekerjaan, pemotong putar berada
dalam kedudukan tengah. Pertama kali pemotong
dihantarkan secara radial sampai
kedalaman tertentu kemudian pemotong melakukan gerakan
planet di dalam atau sekeliling
benda kerja. Gambar 6.12 memperlihatkan operasi
pemotongan pemfrisan dalam dan
luar untuk mesin fris ini.

Gambar 6.12. Penyetelan fris planet yang menunjukkan aksi
pemotong untuk pemfrisan dalam dan luar. Kiri fris luar. Kanan, fris
dalam.
6.5.3. Mesin Profil
Mesin jenis ini digunakan untuk mengukir dan membentuk
profil. Mesin profil tangan adalah
jenis yang paling sederhana yang mempunyai
pemotong putar, gerakannya dikendalikan oleh
gerakan tangan dari meja.
6.6. Mesin Duplikat
Pembuatan die atau
cetakan besar yang digunakan untuk spatbor, atap dan panel mobil
banyak
menggunakan mesin fris duplikat. Mesin ini memproduksi komponen dari sebuah
model dengan ukuran yang pas. Salah satu mesin jenis ini bisa dilihat pada
gambar 6.13.
Model atau pola yang akan ditiru biasanya dibuat dari bahan kayu
keras, plaster Paris, lilin
atau bahan lain yang mudah dikerjakan.

Gambar 16. Mesin fris duplikat.
6.7. Kecepatan Potong
Kecepatan potong dirumuskan :
CS = π. D. N
dengan
: CS
= kecepatan potong, m/min
D
= diameter pemotong, mm
N = putaran tiap menit
Dalam memilih kecepatan potong
yang diperhatikan adalah :
1.
Bahan Pemotong. Kecepatan
pemotong umumnya diberikan dalam nilai untuk pemotong baja kecepatan tinggi.
2.
Jenis bahan yang
harus dipotong. Bahan lunak seperti magnesium dan aluminium dapat difris
dengan kecepatan yang lebih tinggi dari bahan yang lebih keras.
3.
Jenis
penyelesaian yang diperlukan. Penyelesaian yang baik diperoleh dengan
hantaran sedikit dan kecepatan potong tinggi.
4.
Umur pahat. Kecepatan
potong rendah akan mengawetkan pemotong.
5.
Penggunaan media
pendingin. Kecepatan potong yang tinggi menimbulkan panas dan panas ini
harus dilepqaskan dari pemotong dan benda kerja dengan menggunakan media pendingin.
6.8. Hantaran Potong
Gambar 6.17 memperlihatkan dua jenis cara menghantarkan benda
kerja pada mesin fris. Gambar A dianjurkan karena setiap gigi mengawali pemotongan dalam logam
bersih dan tidak harus menembus kerak permukaan yang mungkin ada. Gambar B membuat
pemotongan lebih efisien, serpihan yang dilepas lebih besar, dan kecendrungan
untuk bergetar berkurang.

Gambar 6.17. Metode menghantarkan benda kerja pada mesin fris.
A. Pemfrisan konvensional atau naik. B. Pemfrisan memanjat atau turun.
6.9. Kecepatan Pelepasan Logam
Untuk memfris tepi dan pemotong fris datar, kecepatan
pelepasan logam bisa dicari dengan:
R= d w f =
milimeter kubik per menit
dengan : d = kedalaman
pemotongan, mm w = lebar
pemotongan, mm
f = hantaran,
mm/min
Dalam
menghitung waktu untuk melakukan pemotongan tunggal (gambar 6.18), panjang total
dari pemotongan sedikit lebih besar daripada benda kerja disebabkan jarak
pendekatan S yang diperlukan untuk memotong. Jarak pendekatan dicari dengan :
S = ( ) −
(
−d) = d(D−d) 2 2
Untuk persamaan diatas harus ditambahkan lagi sekitar 6,0 mm
supaya memberikan sedikit perjalanan lebih dari pemotongnya. Panjang total
perjalanan adalah :
Waktu potong sebenarnya :
T  =
L + d(D−
d )
+ 6 =
menit
=
L + d(D−
d )
+ 6 =
menit
f
dengan : S = jarak pendekatan, mm St = jarak perjalanan total, mm
T = waktu potong, menit
L = panjang benda kerja, mm

Gambar 6.18. Penggambaran
jarak pendekatan untuk operasi menggurdi.
Untuk mendapatkan waktu daur total, maka waktu balik tanpa
kerja dan waktu penanganan
benda kerja harus ditambahkan kepada waktu potong
sebenarnya.
terdiri dari dasar dan rangka yang mendukung ram horisontal. Ram
membawa pahat dan bergerak bolak-balik sesuai langkah yang
diinginkan. Mekanisme Balik Cepat dirancang untuk membuat ram
mempunyai langkah balik yang lebih cepat daripada langkah potong.
Kepala pahat diujung ram yang dapat diputar dilengkapi dengan alat
untuk menghantar pahat ke benda kerja. Pada pemegang pahat peti
lonceng, yang diberi engsel pada ujung atas, untuk memungkinkan
pahat naik pada langkah balik sehingga tidak menggali benda kerja.

Gambar 7.1. Mesin ketam horisontal biasa.

Gambar 7.2. Mekanisme jenis engkol mekanis, balik cepat, untuk mesin ketam.


Gambar 7.4. Mesin ketam vertikal.

Gambar 5. Mesin serut rumahan ganda.

Gambar 7.6. Mesin serut sisi terbuka.

Gambar 7.7. Mesin serut jenis ”pit”.



8.2. Urutan Operasional
8.3. Jenis Kendali



8.4. Koordinat Tegak Lurus


8.5. Pita Berlubang


8.6. Pemrograman Dari Titik ke Titik

8.7. Pemrograman Lintasan Kontinyu



8.8. Sistem Kendali Numeris Lainnya
9.2. JENIS-JENIS JIG














9.3. JENIS-JENIS FIXTURE









9.4. Klasifikasi Fixture
BAB VII
MESIN KETAM DAN MESIN SERUT
Mesin ketam adalah
mesin dengan pahat pemotong bolak-balik, yang mengambil
pemotongan berupa garis
lurus. Dengan menggerakkan benda kerja menyilang terhadap jalur
pahat, maka
dihasilkan permukaan yang rata. Sebuah mesin ketam dapat juga memotong alur
pasak luar dan dalam, alur spiral, batang gigi, tanggem (catok), celah-T dan
berbagai bentuk
lainnya.
Mesin serut adalah mesin perkakas yang dirancang untuk melepaskan
logam dengan menggerakkan meja kerja dalam garis lurus terhadap pahat mata
tunggal. Pekerjaannya mirip dengan mesin serut sesuai untuk pekerjaan benda
kerja yang jauh lebih besar.
7.1. Pengelompokkan Mesin Ketam
Menurut desain, secara umum mesin
ketam dikelompokkan atas:
A. Pemotongan
dorong horisontal
1.
Biasa (pekerjaan produksi)
2.
Universal (pekerjaan ruang perkakas)
B. Pemotongan
tarik - horisontal
C. Vertikal
1.
Pembuat celah (slotter)
2.
Pembuat dudukan pasak (key seater)
D. Kegunaan
khusus, misalnya untuk memotong roda gigi.
7.1.1 Mesin Ketam Jenis Horisontal
Gambar 7.1 adalah skema mesin ketam horisontal biasa. Mesin ini terdiri dari dasar dan rangka yang mendukung ram horisontal. Ram
membawa pahat dan bergerak bolak-balik sesuai langkah yang
diinginkan. Mekanisme Balik Cepat dirancang untuk membuat ram
mempunyai langkah balik yang lebih cepat daripada langkah potong.
Kepala pahat diujung ram yang dapat diputar dilengkapi dengan alat
untuk menghantar pahat ke benda kerja. Pada pemegang pahat peti
lonceng, yang diberi engsel pada ujung atas, untuk memungkinkan
pahat naik pada langkah balik sehingga tidak menggali benda kerja.

Gambar 7.1. Mesin ketam horisontal biasa.
7.1.2. Mekanisme Balik Cepat
Banyak metode mekanisme balik yang dikembangkan dimana salah
satunya adalah jenis
engkol atau lengan osilasi (gambar 7.2). Mekanisme ini
terdiri dari sebuah engkol putar yang
digerakkan pada kecepatan seragam,
dihubungkan kepada lengan osilasi oleh blok peluncur
yang bekerja di pusat dari
lengan osilasi. Engkolnya dimasukkan dalam roda gigi besar dan
dapat
diubah-ubah dengan mekanisme ulir. Untuk mengubah kedudukan langkah, maka
apitan yang memegang penyambung ke ulir ram dikendorkan, dan pengatur kedudukan
ram
diputar. Dengan memutar ulir
pengatur kedudukan, ram dapat digerakkan mundur atau maju
untuk menempatkan
kedudukan potong.
Berdasarkan gambar 3 maka
perbandingan langkah bisa ditulis:
langkah potong
= 220 = 1,57 langkah balik
140 1

Gambar 7.2. Mekanisme jenis engkol mekanis, balik cepat, untuk mesin ketam.
7.2. Kecepatan Potong
Kecepatan potong untuk mesin ketam horisontal didefinisikan
sebagai kecepatan rata-rata
dari pahat selama langkah potong dan terutama
tergantung pada banyaknya langlah ram tiap
menit dan panjang langkahnya.
•
Kecepatan potong rata-rata:
CS = 2
LN =
L N (meter tiap menit) 1000C 500
C
dengan : N = langkah tiap menit
L
= panjang langkah, mm
C
= perbandingan waktu potong (waktu potong/waktu total)
•
Banyaknya langkah tiap menit untuk kecepatan potong
yang diinginkan :
N = CS x 500 C (langkah tiap menit)
L
•
Banyaknya langkah yang diperlukan :
S =
W/F
•
Waktu total dalam menit:
T =
S
N
T =
S L
waktu total menit
CS x 500
dengan : W = lebar benda kerja dalam
milimeter F = hantaran dalam
milimeter
7.3. Mesin Ketam Hidrolis
Mesin ketam hidrolis menggantikan mesin ketam mekanik dimana
lengan osilasi menggunakan gerakan hidrolik. Keuntungan dari mesin ketam
hidrolik adalah kecepatan potong dan tekanan dalam penggerakkan ram konstan
dari awal sampai akhir pemotongan. Kecepatan potong biasanya ditunjukkan oleh
indikator dan tidak memerlukan perhitungan.
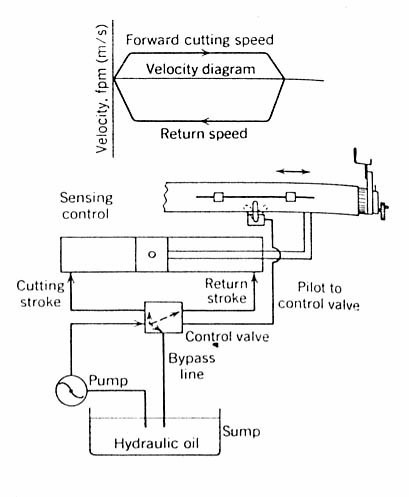
Gambar 7.3. Mekanisme Hidrolik untuk mesin ketam.
7.4. Mesin Ketam Vertikal
Mesin ketam vertikal atau slotter
(gambar 7.4) terutama digunakan untuk pemotongan dalam
dan menyerut bersudut
serta operasi pemotongan vertikal.

Gambar 7.4. Mesin ketam vertikal.
Ram dari mesin serut beroperasi
secara vertikal dan memiliki sifat balik cepat seperti mesin jenis horisontal.
Benda kerja yang dimesin ditumpu pada meja berputar yang memiliki sebuah
hantaran putar sebagai tambahan untuk meja biasa. Hantaran meja putar
memungkinkan pemesinan permukaan lengkung. Permukaan datar dipotong dengan
menggunakan salah satu dari hantaran
silang meja.
7.5. Pahat Mesin Ketam
Pahat mesin ketam serupa dengan
pahat mesin bubut dan seringkali dipegang dengan pemegang yang jenisnya sama.
Sudut pahat yang sama juga berlaku, kecuali bahwa ruang bebas sudut ujung
sebesar 4 derajat adalah cukup. Untuk baja maka sudut garuk samping sebaiknya
sekitar 15 derajat, dan untuk besi cor sekitar 5 derajat.
7.6. MESIN SERUT
Mesin serut adalah mesin
perkakas yang dirancang untuk melepaskan logam dengan menggerakkan meja kerja
dalam garis lurus terhadap pahat mata tunggal. Mesin serut sesuai untuk benda
kerja yang jauh lebih besar. Benda yang dipotong, yang terutama permukaannya
datar, bisa horisontal, vertikal atau bersudut. Mesin serut tidak lagi penting
bagi pekerjaan produksi karena permukaan datar pada umumnya sekarang dimesin
dengan mesin fris, peluas lubang atau pengamplas.
7.6.1. Pengelompokkan Mesin Serut
Menurut konstruksi, mesin serut dibagi atas :
•
Rumahan - ganda •
Sisi - terbuka
•
Jenis - lorong (pit)
•
Plat atau tepi
7.6.2. Penggerak Mesin Serut
Terdapat banyak cara
penggerakkan mesin serut yaitu penggerak roda gigi, penggerak
hidrolis,
penggerak sekrup, penggerak sabuk, penggerak motor dengan kecepatan variabel
dan penggerak engkol.
Penggerak roda gigi dan penggerak
hidrolis paling banyak digunakan.
Penggerak hidrolis sangat memuaskan bagi mesin serut.
Penggerak ini memberikan
kecepatan potong seragam pada keseluruhan langkah
potong. Keuntungan lain adalah gaya
inersia yang harus diatasi lebih kecil
dalam mesin serut hidrolis daripada mesin serut
konvensional dengan roda gigi.
Keuntungan lain adalah tekanan potong seragam,
pembalikan meja cepat dan
operasinya tidak bising.
7.6.3. Mesin Serut Rumahan Ganda
Mesin serut jenis ini terdiri darisebuah dasar yang berat
dan panjang, dengan meja yang
bergerak bolak-balik. Gambar 7.5 menunjukkan gambar
mesin serut ini dimana terlihat cara
penyanggaan pahat, baik diatas maupun di
samping dan cara bagaimana mereka dapat
disetel untuk pemotongan sudut.

Gambar 5. Mesin serut rumahan ganda.
7.6.4. Mesin Serut Sisi Terbuka
Mesin serut ini mempunyai rumahan pada satu sisi saja
(gambar 7.6). Sisi yang terbuka
memungkinkan pekerjaan pemesinan untuk benda
kerja yang besar.

Gambar 7.6. Mesin serut sisi terbuka.
7.6.5. Mesin Serut Jenis Lorong (pit)
Mesin serut ini berbeda dengan mesin serut biasa dalam hal
bangkunya stasioner dan
pahatnya digerakkan diatas benda kerja (gambar 7.7). Dua
kepala jenis ram dipasangkan
pada rel silang, dan masing-masing dilengkapi
dengan pemegang pahat peti lonceng ganda
untuk penyerutan dua jalur. Kedua rumahan
pembalikan, yang menyangga rel silang,
meluncur pada jalur dan digerakkan oleh
ulir dari penggerak roda cacing tertutup pada ujung
landasan.

Gambar 7.7. Mesin serut jenis ”pit”.
7.6.6. Mesin Serut Plat atau Tepi
Mesin serut ini dirancang untuk
memesin tepi dari pelat baja berat untuk bejana tekan dan pelat perisai.
Pelatnya diapitkan kepada bangku, dan kereta peluncur yang mendukung pahat
pemotong digerakkan mundur dan maju di sepanjang tepinya. Mesin serut tepi
umumnya menggunakan pemotong fris agar lebih cepat dan lebih teliti.
7.7. Pahat Dan Peralatan Pemegang Benda Kerja
Pahat yang digunakan pada mesin serut dan mesin ketam adalah
dari jenis umum yang
sama dengan yang digunakan pada mesin bubut, tetapi
konstruksinya lebih berat. Pemegang
pahat biasanya dilakukan dengan gigi yang
dapat dilepas. Bentuk pahat pemotong untuk
operasi mesin serut biasa
ditunjukkan pada gambar 7.8 yang biasanya berujung baja
kecepatang tinggi, paduan
cor atau sisipan karbida. Baja kecepatan tinggi atau paduan cor
umumnya
digunakan dalam pemotongan kasar berat dan karbida untuk pekerjaan kasar
kedua
dan penyelesaian. Sudut potong untuk
pahat tergantung pada jenis pahat yang
digunakan dan bahan yang dipotong.
Sudut-sudutnya sama dengan yang digunakan pada
pahat mata tunggal yang lain,
hanya ruang bebas ujung tidak boleh melebihi 4 derjat.

Gambar 7.8. Bentuk pahat
pemotong untuk operasi mesin serut.
BAB VIII
PENGENDALIAN NUMERIS
8.1. Pengertian
Pengendalian numeris menuntun operasi mesin perkakas dari
data numeris yang tersimpan
pada kertas atau pita magnetis, kartu berlubang,
penyimpanan komputer atau informasi
langsung dari komputer.
Karena menggunakan informasi matematis, maka konsepnya
disebut kendali numeris atau
KN (numerical control atau NC). KN adalah operasi
dari mesin perkakas dan mesin
pemproses lainnya dengan sederetan kode
instruksi. Mungkin instruksi yang paling penting
adalah kedudukan relatif pahat
terhadap benda kerja. Kendali Numeris adalah bukan metode
memesin, melainkan
cara untuk mengendalikan mesin.
Desain KN
pada awal sejarahnya adalah meletakkan unit pengendali pada struktur mesin
yang
telah ada sebagai pengendali numeris. Dari pengalaman mesin KN lebih efisien di
operasi mesin secara keluruhan daripada mesin konvensional. Mesin perkakas KN saat ini
mempersatukan
berbagai pengembangan seperti optimasi kecepatan potong dan hantaran,
penentuan
posisi benda kerja, pemilihan perkakas, dan pengeluaran serpihan. Adopsi KN ke
desain mesin yang sudah ada sehingga menjadi mesin perkakas KN telah membawa
mesin
ini mempunyai karakteristik yang berbeda dengan mesin-mesin perkakas yang
sudah ada.
Contohnya, modifikasi mesin
bubut turet telah menghasilkan turet
yang terpasang miring di
sisi belakang dari pada dipasang pada jalur
horisontal didepan. Perkakas dalam jumlah yang
banyak bisa dipasang pada turet
sebagai akibat penyesuaian struktur tersebut. Hal ini bisa
dilihat pada gambar 8.1.
Perkembangan pusat
pemesinan dengan penyimpanan perkakas adalah hasil dari KN.
Gambar 8.2
memperlihatkan pusat pemesinan dengan penyimpanan sebanyak 24 pahat
dalam
sebuah magazin. Setiap pahat bisa dipilih dan digunakan sesuai dengan program.
Pusat pemesinan bisa mengerjakan hampir semua jenis pemesinan seperti fris,
penggurdian,
pengeboran, pemotongan dan sebagainya.

Gambar 8.1. Mesin bubut turet miring dengan pengontrolan numeris.

Gambar 8.2. Mesin KN dengan perkakas diatas kolom dan pemasangan komponen didepan.
8.2. Urutan Operasional
KN dimulai dari programer komponen yang memvisualisasikan
operasi yang dibutuhkan
mesin pada benda kerja. Instruksi yang diberikan
disebut program dimana program
disiapkan sebelum komponen dibuat. Instruksi
terdiri dari urutan kode simbolik yang
berisikan pekerjaan yang diperlukan oleh
pahat dan mesin. Dimulai, gambar teknik benda
kerja diuji, proses dipilih.
Perencanaan proses mencakup persiapan kertas operasi atau kertas
rute yang
berisikan prosedur urutan operasi dan
daftar mesin, pahat dan biaya operasi.
Ketika operasi telah diketahui, yang
berkaitan dengan KN didesain lebih lanjut.
Program disiapkan dalam bentuk kode yang berisikan urutan
operasi. Ada 2 cara dalam
memprogram KN yaitu secara manual atau dengan
komputer. Jika pemograman dilakukan
secara manual, instruksi mesin dibuat dalam
bentuk manuscript program. Manuscript ini
memberikan instruksi untuk alat
potong dan benda kerja. Pada pemograman dengan bantuan
komputer dimana komputer
akan melakukan perhitungan dan menterjemahkan instruksi
ringkas ke dalam
instruksi yang lebih detil dan bahasa kode untuk pita.
Pada
program manual, manuscript disimpan ke pita berlobang. Pada pemograman
komputer, memori internal akan menterjemahkan langkah-langkah pemograman, melakukan perhitungan
untuk membuat instruksi
langkah-langkah KN, dan mempersiapkan pita (tape). Verfikasi adalah langkah
selanjutnya dimana pita dijalankan pada komputer dan sebuah plotter akan mensimulasikan gerakan
pahat dan secara grafik akan menampilkan komponen akhir pada kertas yang sering
dalam bentuk 2 dimensi. Verifikasi akan memperlihatkan kesalahan-kesalahan yang
mungkin timbul.
Langkah terakhir adalah membuat
benda dengan menggunakan pita KN. Operator mesin memasang pita pada alat
pembaca program yang merupakan bagian dari machine
control unit/MCU (unit kendali mesin). Alat ini akan merobah kode instruksi
kedalam operasi mesin.
Langkah umum ini bisa dilihat
pada gambar 8.3.
8.3. Jenis Kendali
Kendali bisa berupa lingkar (loop) terbuka atau tertutup. Kendali lingkar terbuka
didefinisikan
sebagai sebuah sistem dimana output atau
variabel sistem lainnya tidak
mempunyai efek atau feedback (umpan balik) terhadap input. Gambar 8.4 memperlihatkan
sebuah sistem kendali numeris dua sumbu lingkar terbuka.

Gambar 8.3.
Bagan alir langkah-langkah kendali numeris.

Gambar 8.4.
Bagan alir langkah-langkah kendali numeris.
Sumbu
koordinat adalah bidang X-Y dan sumbu
ketiga adalah Z. Media input, yang
biasanya
pita, di baca oleh unit yang disebut reader (pembaca). Sinyal diskrit dihantarkan ke unit
kendalidan
instruksi diberikan ke unit penggerak motor bertingkat (stepping motor). Setiap
luncuran atau gerakan yang harus dikendalikan memiliki motor bertingkat dan
penggeraknya
masing-masing.
Penggerakan ke elemen mesin
bisa berupa ulir penuntun konvensional,
ball bearing screw,
atau
pengaturan gigi rack dan pinion. Kendali loop terbuka sederhana dan murah namun
ketelitiannya tidak sebaik kendali loop tertutup.
Sistem kendali loop
tertutup untuk kendali sumbu tunggal diberikan oleh gambar 8.5.
Gerakan mesin,
setelah dijalankan motor bertingkat, dicatat atau dimonitor oleh unit umpan
balik yang bisa berupa peralatan elektronik, mekanik atau optik. Adalah piranti
transducer
yang mendeteksi posisi
meja, luncuran, serta pahat. Posisi ini dikirimkan oleh bagian umpan
balik ke
unit kendali dimana sinyal secara kontinyu dibandingkan dengan sinyal program.
Sinyal perintah diteruskan ke penguat yang menggerakkan motor penggerak sampai
perbedaan antara sinyal perintah dan posisi aktual luncuran mencapai nol.
Ketika sinyal
kesalahan nol, berarti gerakan mesin sudah sesuai dengan posisi
yang diperintahkan.
Unit kendali bisa menginisiasi
salah satu atau lebih gerakan berikut:
1.
mencatat ketepatan perintah
2.
mengkompensasi secara otomatis kesalahan
3.
menghentikan gerakan ketika sinyal masukan dan hantaran
sama.

Gambar 8.5.
Sistem kendali numeris lingkar tertutup, satu sumbu.
8.4. Koordinat Tegak Lurus
Kendali numeris menggunakan koordinat tegak lurus atau
cartesian untuk menentukan
sebuah titik dalam ruangan. Konstruksi mesin
perkakas didasarkan pada dua atau tiga sumbu
tegak lurus dari gerakan dan sumbu
putaran.

Gambar 8.6.
Prinsip-prinsip x, y dan z untuk mesin fris.
Umumnya, gerak sumbu Z
adalah paralel dengan spindel utama mesin, sedangkan gerak
sumbu X adalah horisontal dan paralel dengan
permukaan pemegang benda kerja. Gerak
sumbu Y
adalah tegak lurus bidang X dan Z. Lokasi dari rute gambar 8.6 adalah X = -2, Y =
+3 dan Z = +1.
Penunjukan sumbu untuk beberapa mesin perkakas ditunjukkan oleh gambar
8.7.
Jika sumbu
koordinat telah ditentukan, programer komponen punya pilihan dalam
menentukan
posisi relatif pahat terhadap sumbu koordinat asal. Mesin KN bisa menentukan
titik nol sebagai nol tetap atau titik mengambang (floating point). Pada nol tetap titik asal
selalu berada pada
titik yang sama pada meja mesin dan
berada pada sudut kiri bawah.
Lokasi ditentukan oleh sebagai koordinat X dan Y positif. Pada titik
mengambang, titik nol
bisa diset pada sembarang titik pada meja mesin. Benda kerja yang simetris, titik nol akan
berada pada pusat simetri. Metode titik
mengambang adalah metode yang lebih umum
dipakai.

Gambar 8.7. Prinsip-prinsip kendali numeris. A. Mesin bubut
turet vertikal atau fris pengebor vertikal. B. Kempa pons turet. C. Mesin las.
D. Pembengkok tabung kanan.
8.5. Pita Berlubang
Bahan untuk pita bisa kertas berlobang, kertas yang
diperkuat bahan mylar, aluminium yang
dilapisi mylar, atau bahan plastik
tertentu. pita dari kertas yang diperkuat bahan mylar paling
banyak
digunakan.
Meskipun berbagai format pita tersedia, pembicaraan
ditekankan pada mesin-mesin KN
yang dibuat berdasarkan standar yang menetapkan
format pita dengan blok variabel untuk
kendali posisi dan kontur. Pita
mempunyai lebar 1 inchi dan 8 kanal. Lobang dibuat di dalam
kanal dalam pola
kode. Pembaca pita membaca pola lobang
dengan sel photo elektrik,
sensor
berbentuk jari (finger), sikat atau metode vakum. Gambar 8.8 memperlihatkan
contoh
sebuah head (kepala) baca.
Kecepatan baca 100 sampai 1000 karakter per detik bisa
dilakukan dengan
menggunakan metode photo elektrik.
Pada pemograman secara manual, mesin tik khusus akan membuat
lobang ketika tuts
ditekan. Pada pemograman dengan komputer, tidak hanya
perhitungan yang dilakukan,
tetapi lubang pada pita juga dibuat yang identik
dengan pita yang dibuat secara manual.

Gambar 8.8.
Fotoelektrik tape reader dengan kecepatan tinggi.
Gambar 8.9 memperlihatkan pita kertas berlobang. Lobangnya
dibuat pada pita dalam
bentuk kode. Gambar tersebut menunjukan pengkodean
standar dari Electronic Industries
Association (EIA) untuk pita berlobang
ukuran lebar 1 inchi, 8 kanal dengan sistem desimal
kode biner (binary-coded
decimal/BCD). Sistem standar ASCII juga banyak digunakan.
Pengkodean pita
ditandai dengan ada atau tidaknya lobang sehingga sesuai dengan sistem
biner
(sistem dasar 2). Kode biner menggunakan nilai 0 atau 1 atau disebut satu bit.
Sistem
ini digunakan hampir pada semua operasi KN.
Ada 8 kanal dan satu kolom lobang sprocket. Jika data
numerik adalah input, kanal 1, 2, 3, 4
dan 6 digunakan. 4 kanal pertama
mewakili angka 1, 2, 4 dan 8 yaitu pangkat dari 2; yaitu
20=1, 21=2,
22=4, 23=8. Maka, sesuai gambar, angka 7 ditulis ke pita
dengan membuat
lobang pada kanal 1, 2 dan 3, dengan total 1+2+4=7. Pembaca pita
melakukan pemeriksaan
dasar terhadap ketelitian dengan mana pita
dilobangi. Hal ini disebut parity check
(pemeriksaan keseimbangan).
Jumlah lubang harus ganjil pada setiap baris
dan kemudian
mesin berhenti. Karena itu setiap perintah pelubangan yang
bernilai genap, lobang tambahan
harus dibuat pada kanal 5.
Gambar 8.9B adalah skematik strip pendek pita yang mungkin muncul bagi program yang
disederhanakan. Semua angka biasanya digambarkan dengan 5 atau 6 digit (baris),
dan dua
digit pertama merujuk kepada bilangan bulat (inchi, mm atau cm) dan
sisanya sebagai
pecahan.

Gambar 8.9. A. Pita desimal kode binari, tampak bawah. B.
Program desimal kode binari.
8.6. Pemrograman Dari Titik ke Titik
Metode titik ke titik atau
penempatan dilakukan oleh mesin pelobang, las titik atau mesin
gurdi. Metode
ini digunakan secara luas pada mesin yang bisa bergerak hanya ke satu arah.
Metode titik ke titik melakukan pengaturan penempatan spindel atau benda kerja
pada posisi
relatif spesifik, dan pahat beroperasi dengan instuksi pita atau
dengan tangan. Pahat bergerak
diantara koordinat tanpa menyentuh benda kerja.
Pada gambar 8.10, lubang akan digurdi
pada pemberhentian yang berurutan. Apakh
perkakas akan bergerak pertama kali sepanjang
sumbu-x dan kemudian pada sumbu-y adalah tidak
penting. Ada beberapa mesin yang
bergerak secara serentak disepanjang kedua
sumbu. beberapa mesin ada yang hanya
mempunyai pengontrolan pada sumbu-x dan sumbu-y,
sedangkan beberapa mesin yang lain
dapat
diprogram pada ketiga sumbu.
Metode titik ke titik bisa diprogram untuk memesin garis
lurus dan lekukan tepi (kontur).
Untuk memesin FG pada gambar 10A, pahat
bisa ditempatkan dengan perintah pita pada
dua lokasi x-y yang berbeda.
Beberapa mesin pada dasarnya adalah memberi kedudukan,
tetapi mesin tersebut
mempunyai kemampuan dalam perencanaan kontur, misalnya
memfris garis lurus seperti
yang diperlihatkan gambar 10C.

Gambar 8.10.
Jenis perintah.
Sebuah program pemberi
kedudukan sesuai standar EIA RS 273 untuk menggurdi 4 lobang diperlihatkan pada
gambar 8.11. Kode tab (lubang dalam jalur no. 2, 3, 4, 5 dan 6 dalam baris
melintang) mendahului setiap perintah. Instruksi koordinat x mendahului instruksi
koordinat y.
8.7. Pemrograman Lintasan Kontinyu
Dalam pemrograman lintasan kontinyu maka perkakas pemotong
menyentuh benda kerja
sementara terjadi gerakan koordinat. Gambar 8.12
memperlihatkan operasi pembentukan
lekuk tepi mencakup memfris, membubut dan
memotong nyala.

Gambar 8.11. Format pita EIA RS-273 untuk menggurdi empat
lubang. Saluran no.
1 di sisi
kanan pita.
Gerakan pembentukan lekuk tepi berbeda dengan gerakan antar
titik dimana sebuah program
interpolasi menurunkan/menghasilkan gerakan lintasan kontinyu yang diubah dari
gerakan
titik ke titik. Ada 3 metode interpolasi yang digunakan untuk
menghubungkan titik
koordinat:: linier, melingkar dana parabolis.
Interpolasi Linier
adalah hasil serangkaian gerakan memesin garis lurus yang diprogram
dalam jumlah yang cukup untuk memberikan
hasil yang bisa diterima. Interpolasi linier
memungkinkan gerakan pahat pada
dua atau lebih sumbu secara bersamaan.
Pada Interpolasi melingkar , program
untuk lingkaran bisa berupa titik akhir dari busur, jari-
jari dan pusat, dan
arah pemotongan seperti diperlihatkan pada gambar 10D. Alat
interpolator yang
ada pada komputer akan memecah garis kedalam garis-garis lurus yang
sangat
pendek (0,003-0,005 mm).


Gambar 12. A. Jalur pemotong untuk pemrograman kontinyu. B.
Puncak-puncak yang dihasilkan dalam memesin dengan sumbu tidak sejajar.
Interpolasi parabolis digunakan untuk desain bentuk bebas seperti
cetakan atau memahat cetakan.
8.8. Sistem Kendali Numeris Lainnya
Sistem yang mempunyai pengontrolan komputer untuk beberapa
mesin perkakas disebut
Direct numerical
control (Kendali Numeris Langsung). Satu atau lebih mesin disambungkan
dengan sebuah komputer untuk menerima perintah langsung atau data langsung
(real time
distribution data) sehingga tidak diperlukan lagi pita berlobang.
Pembaca pita tidak lagi
dipasang pada mesin karena tidak diperlukan. Penggunaan
komputer memungkinkan untuk
menyimpan program yang panjang yang tidak muat jika
disimpan didalam memori mesin
KN.
Sistem Computer Numerical Control (CNC) atau
Kendali Numeris dengan Komputer,
menggunakan program yang tersimpan pada mini
komputer untuk melakukan fungsi KN
sesuai dengan program kontrol/perintah yang
ada dimemori komputer. Mesin mempunyai
kemampuan menghitung dan penyimpanan
data yang merupakan bagian dari unit kendali.
CNC juga dikenal sebagai soft wire dimana program bisa dirobah
bersama-sama dengan
bagian kendali yang sudah ada pada mesin. Komputer bisa
digunakan sebagai terminal untuk
menerima informasi dari komputer lain atau
data dari saluran telepon.
BAB IX
JIG DAN FIXTURE
9.1. Pengertian
Jig dan fixture adalah piranti pemegang benda
kerja produksi yang digunakan dalam rangka
membuat penggandaan komponen secara
akurat. Hubungan dan kelurusan yang benar antara
alat potong atau alat bantu
lainnya, dan benda kerja mesti dijaga. Untuk melakukan ini maka
dipakailah jig atau fixture yang didesain untuk memegang, menyangga dan memposisikan
setiap bagian sehingga setiap pengeboran, pemesinan dilakukan sesuai dengan
batas
spesifikasi.
Jig didefinisikan
sebagai piranti/peralatan khusus yang memegang, menyangga atau
ditempatkan pada
komponen yang akan dimesin. Alat ini adalah alat bantu produksi yang
dibuat
sehingga ia tidak hanya menempatkan dan memegang benda kerja tetapi juga
mengarahkan alat potong ketika operasi berjalan. Jig biasanya dilengkapi dengan
bushing
baja keras untuk mengarahkan mata gurdi/bor
(drill) atau perkakas potong lainnya (gambar
1A). Pada dasarnya, jig yang kecil
tidak dibaut/dipasang pada meja kempa gurdi (drill press
table). Namun untuk
diameter penggurdian diatas 0,25 inchi, jig biasanya perlu dipasang
dengan
kencang pada meja.
Fixture adalah peralatan produksi yang
menempatkan, memegang dan menyangga benda
kerja secara kuat sehingga pekerjaan
pemesinan yang diperlukan bisa dilakukan. Blok ukur
atau feeler gauge digunakan pada fixture untuk referensi/setelan alat
potong ke benda kerja
(gambar 9.1B). Fixture harus dipasang tetap ke meja mesin
dimana benda kerja diletakkan .
9.2. JENIS-JENIS JIG
Jig bisa dibagi atas 2 kelas : jig gurdi dan jig bor.
Jig bor digunakan untuk mengebor lobang
yang besar untuk digurdi atau ukurannya
aneh (gambar 9.2). Jig gurdi digunakan untuk
menggurdi (drilling), meluaskan
lobang (reaming), mengetap, chamfer,
counterbore, reverse
spotface atau reverse
countersink (gambar 9.3). Jig dasar umumnya hampir sama untuk
setiap operasi
pemesinan, perbedaannya hanya dalam
ukuran dan bushing yang digunakan.

Gambar 9.1. Referensi alat bantu terhadap benda kerja.

Gambar 9.2. Jig bor.
Jig gurdi bisa dibagi atas 2 tipe umum yaitu tipe terbuka
dan tipe tertutup. Jig terbuka
adalah untuk operasi sederhana dimana benda
kerja dimesin pada hanya satu sisi. Jig
tertutup atau kotak digunakan untuk
komponen yang dimesin lebih dari satu sisi.

Jig template adalah jig yang digunakan untuk
keperluan akurasi. Jig tipe ini terpasang diatas,
pada atau didalam benda kerja
dan tidak diklem (gambar 9.4). Template
bentuknya paling
sederhana dan tidak mahal. Jig jenis ini bisa mempunyai
bushing atau tidak.

Gambar 9.4. Jig Template.
Jig plate sejenis dengan
template, perbedaannya hanya jig jenis ini mempunyai klem untuk
memegang benda
kerja. (gambar 9.4).

Gambar 9.5. Jig plate.
Jig plate kadang-kadang dilengkapi dengan kaki untuk
menaikkan benda kerja dari meja
terutama untuk benda kerja yang besar. Jig
jenis ini disebut jig table/meja
(gambar 9.6).
Jig sandwich adalah
bentuk jig plate dengan pelat bawah. Jig jenis ini ideal untuk komponen
yang
tipis atau lunak yang mungkin bengkok atau terlipat pada jig jenis lain (gambar 9.7).

Gambar 9.6. Jig sandwich.
Jig angle
plate (pelat sudut) digunakan untuk memegang komponen yang dimesin pada
sudut tegak lurus terhadap mounting
locatornya (dudukan locator) yaitu dudukan untuk alat
penepatan posisi
benda kerja. Gambar 9.8 adalah jig jenis ini. Modifikasi jig jenis ini dimana
sudut pegangnya bisa selain 90 derjat disebut jig pelat sudut modifikasi dan
diperlihatkan
oleh gambar 9.9.

Gambar 9.7. Jig meja.

|
Gambar 9.8. Jig pelat sudut.
|

Jig kotak atau jig tumble, biasanya
mengelilingi komponen (gambar 9.10). Jig jenis ini
memungkinkan komponen dimesin
pada setiap permukaan tanpa memposisikan ulang benda
kerja pada jig.
Jig Channel adalah bentuk
paling sederhana dari jig kotak (gambar 9.11). Komponen
dipegang diantara dua sisi dan dimesin dari sisi ketiga.

Gambar 9.10. jig kotak atau tumble.

Gambar 9.11. Jig kanal.
Jig daun (leaf)
adalah jig kotak dengan engsel daun untuk kemudahan pemuatan dan
pelepasan
(gambar 9.12). Jig daun biasanya lebih kecil dari jig kotak.
Jig indexing
digunakan untuk meluaskan lobang atau daerah yang dimesin lainnya
disekeliling komponen (gambar 9.13). Untuk
melakukan ini, jig menggunakan komponen
sendiri atau pelat referensi dan sebuah
plunger. Jig indexing yang besar disebut juga jig
rotary.
Jig Trunnion adalah jenis jig rotary untuk
komponen yang besar atau bentuknya aneh
(gambar 9.14). Komponen pertama-tama
diletakkan didalam kotak pembawa dan
kemudian
dipasang pada trunnion.
Jig pompa adalah
jig komersial yang mesti disesuaikan oleh pengguna (gambar 9.15). Pelat
yang
diaktifkan oleh tuas membuat alat ini bisa memasang dan membongkar benda kerja
dengan cepat.

Gambar 9.12. Jig daun.

Gambar 9.13. Jig indeks.
Jig multistation (stasion banyak) mempunyai bentuk seperti gambar 9.16.
Ciri utama jig ini
adalah cara menempatkan benda kerja. Ketika satu bagian
menggurdi, bagian lain meluaskan
lubang (reaming) dan bagian ketiga melakukan
pekerjaan counterbore. Satsion akhir
digunakan untuk melepaskan komponen yang sudah selesai dan mengambil komponen
yang
baru.

Gambar 9.14. Jig trunnion.

Gambar 9.15. Jig pompa.
9.3. JENIS-JENIS FIXTURE
Jenis fixture dibedakan terutama
oleh bagaimana alat bantu ini dibuat. Perbedaan utama
dengan jig adalah
beratnya. Fixture dibuat lebih kuat dan berat dari jig dikarenakan gaya
perkakas yang lebih tinggi.
Fixture pelat adalah
bentuk paling sederhana dari fixture (gambar 9.17). Fixture dasar
dibuat dari pelat datar yang
mempunyai variasi klem dan locator untuk memegang dan
memposisikan benda kerja.
Konstruksi fixture ini sederhana sehingga bisa digunakan pada
hampir semua
proses pemesinan.

Gambar 9.16. jig multi-stasion.

Gambar 9.17. Fixture plate.
Fixture pelat sudut adalah
variasi dari fixture pelat (gambar 9.18). Dengan fixture jenis ini,
komponen
biasanya dimesin pada sudut tegak lurus terhadap locatornya. Jika sudutnya
selain 90 derjat, fixture pelat sudut yang dimodifikasi bisa digunakan (gambar 9.19)

Gambar 9.18. Fixture pelat sudut.

Gambar 9.19. Fixture pelat
sudut modifikasi.

Gambar 9.20. Fixture vise-jaw.
Fixture vise-jaw, digunakan untuk
pemesinan komponen kecil (gambar 9.20). Dengan alat
ini, vise jaw standar digantikan dengan jaw yang dibentuk sesuai dengan bentuk komponen.

Gambar 9.21. Fixture Indeks.

Gambar 9.22. Komponen mesin
dengan menggunakan fixture indeks.
Fixture indexing mempunyai bentuk yang
hampir sama dengan jig indexing (gambar 9.21).
Fixture jenis ini digunakan untuk
pemesinan komponen yang mempunyai detail pemesinan
untuk rongga yang detil.
Gambar 9.22 adalah contoh komponen yang menggunakan fixture
jenis ini.
Fixture multistation, adalah jenis fixture untuk kecepatan tinggi,
volume produksi tinggi
dimana siklus pemesinan kontinyu. Fixture duplex adalah
jenis paling sederhana dari jenis
ini dimana hanya ada dua stasiun (gambar 9.23).
Mesin tersebut bisa memasang dan
melepaskan benda kerja ketika pekerjaan
pemesinan berjalan. Misal, ketika pekerjaan
pemesinan selesai pada stasiun 1,
perkakas berputar dan siklus diulang pada stasiun 2. Pada
saat yang sama benda
kerja dilepaskan pada stasiun 1 dan benda kerja yang baru dipasang.

Gambar 9.23. Fixture duplex.

Gambar 24. Fixture Profil.
Fixture
profil, digunakan mengarahkan perkakas untuk pemesinan kontur dimana mesin
secara normal tidak bisa melakukan. Kontur bisa internal atau eksternal. Gambar 9.24
memperlihatkan bagaimana nok/cam secara
akurat memotong dengan tetap menjaga kontak
antara fixture dan bantalan pada
pisau potong fris.
9.4. Klasifikasi Fixture
Fixture biasanya diklasifikasikan berdasarkan tipe mesin
yang menggunakannya. Misal,
fixture yang digunakan pada mesin milling disebut fixture milling. Fixture
bisa juga
diklasifikasikan dengan subklasifikasi. Misal, jika pekerjaan yang
dilakukan adalah milling
stradle maka fixture disebut straddle milling fixture.
Berikut ini adalah list operasi produksi yang menggunakan
fixture :
|
Assembling
|
|
Lapping
|
|
Boring
|
|
Milling
|
|
Broaching
|
|
Planing
|
|
Drilling
|
|
Sawing
|
|
Forming
|
|
Shaping
|
|
Gauging
|
|
Stamping
|
|
Grinding
|
|
Tapping
|
|
Heat treating
|
|
Testing
|
|
Honing
|
|
Turning
|
|
Inspecting
BAB X
TUJUAN DESAIN ALAT BANTU
10.1. Pendahuluan
Desain alat bantu adalah proses mendesain
dan mengembangkan alat-alat bantu, metode dan teknik untuk meningkatkan
efisiensi dan produktifitas produksi.
Tujuan utama
dalam mendesain alat bantu adalah menurunkan biaya produksi sambil menjaga
kwalitas dan menigkatkan produksi.
Untuk memenuhi, insinyur desain harus
memenuhi hal-hal berikut :
• Menyediakan
alat bantu yang sederhana, dan mudah dioperasikan untuk efisiensi
maksimum.
• Mengurangi
pengeluaran dalam produksi dengan menghasilkan komponen pada biaya serendah
mungkin.
• Mendesain
alat bantu yang secara konsisten memproduksi komponen dengan kwalitas tinggi.
• Meningkatkan
laju produksi dengan alat bantu mesin yang tersedia.
• Mendesain
alat bantu yang tidak mudah melakukan kesalahan dan mencegah penggunaan yang
tidak benar.
• Memilih
material yang akan memberikan umur alat bantu yang cukup.
•
Memberikan proteksi dalam desain alat bantu untuk
keselamatan operator yang maksimum.
Desain alat bantu dalam manufaktur
menempati posisi antara produk desain dan produksi barang. Pertama-tama
kebutuhan produk ditentukan, kemudian gambar dan spesifikasi dibuat. Perancang
produk menyerahkan informasi ini ke Insinyur Perencanaan Proses. Insinyur
Perencanaan Proses bekerja sama dengan perancang produk dan perancang alat
bantu, meremcanakan metode yang akan digunakan untuk memproduksi komponen.
Kadang-kadang perancang produk merubah atau memodifikasi desain supaya lebih
sederhana atau untuk mempercepat produksi.
Biasanya perancang produk mengatur laju produksi dan desain komponen,
dan memilih alat bantu.
10.2. PERENCANAAN DESAIN
Jumlah perencanaan dalam desain alat bantu
sangat mempengaruhi sukses tidaknya desain. Semua informasi dan spesifikasi
yang berkaitan dengan produk di evaluasi sehingga desain alat bantu yang paling
efisien dan ekonomis bisa ditentukan. Selama fase ini, perancang alat bantu
dengan hati-hati mempelajari gambar komponen dan rencana produksi. Perancang
alat bantu mesti memahami komponen dan proses produksinya.
10.3. Gambar Komponen
Perancang alat bantu akan menerima kopi
gambar komponen seperti contohnya pada gambar 1.

Gambar 10.1. Gambar komponen.
Ketika menganalisis gambar, perancang harus
memperhatikan faktor-faktor berikut:
•
Ukuran keseluruhan dan bentuk komponen
•
Jenis dan kondisi material yang digunakan komponen
•
Jenis operasi pemesinan yang dilakukan
•
Derjat akurasi yang dilakukan
•
Jumlah yang dibuat
•
Permukaan buat pengkleman dan penepatan.
10.4. Rencana Produksi
Rencana produksi seperti yang diperlihatkan
gambar 2 adalah daftar item operasi produksi dan urutan operasi yang dipilih
oleh insinyur perencanaan proses. Perancang alat bantu menggunakan rencana
produksi ini untuk membantu dalam desain. Perencanaan produksi bisa berisikan
hal-hal berikut:
•
Jenis dan ukuran alat bantu yang digunakan pada setiap
operasi.
•
Jenis dan ukuran alat potong untuk tiap operasi.
•
Urutan operasi
•
Operasi pemesinan terdahulu yang dilakukan pada
komponen.
Tambahan terhadap rencana produksi dan
gambar komponen adalah jumlah waktu dan uang yang tersedia untuk desain.
10.5.TANTANGAN BAGI PERANCANG ALAT BANTU
Perancang alat bantu mempunyai tanggung jawab
produksi. Perancang alat bantu mungkin juga bertanggung jawab terhadap
penyediaan material, supervisi ruangan perkakas, dan inspeksi alat bantu.
10.6. Desain
Dalam
fase ini perancang alat bantu bertanggung jawab dalam mengembangkan gambar dan
sketsa ide desain alat bantu. Gambar desain biasanya harus disetujui oleh
kepala perancang.
10.7. Supervisi
Perluasan
supervisi dari perancang alat bantu biasanya ditentukan oleh besarnya
perusahaan. Supervisi bagi sebuah bagian seperti departemen desain atau pembuatan alat bantu,
atau bahkan di keseluruhan departemen alat bantu, bisa juga menjadi tanggung
jawab
Satu sumber daya yang sering digunakan oleh
perancang alat bantu dalam mengatasi permasalahan adalah kelompok orang-orang
ahli di ruangan perkakas/alat bantu. Oleh sebab itu diperlukan kerjasama yang
kooperatif antara perancang dengan pembuat alat bantu.
Pembelian
Sering perancang alat bantu bertanggung
jawab dalam menyediakan material untuk membuat alat bantu. Dalam situasi ini
perancang bergantung pada vendor atau penjual untuk mensuplai material dan
komponen sesuai spesifikasi desain. Ketika memilih vendor, lebih baik memilih
perusahaan yang menawarkan pelayanan paling baik ke pelanggannya.
Pelayanan-pelayanan tersebut seperti bantuan desain dan pemecahan masalah
dimana produk mereka dipakai, merupakan faktor penentu dalam memilih.
Inspeksi
Sering perancang alat bantu diperlukan
untuk menginspeksi alat bantu yang telah selesai untuk melihat apakah sudah
memenuhi spesifikasi atau belum. Inspeksi ini atau percobaan fungsional
biasanya dilakukan dalam dua tahap, pertama, alat bantu diperiksa apakah sesuai
dengan gambar, kedua, beberapa produk
uji coba dibuat dan kemudian diperiksa apakah sudah sesuai dengan spesifikasi
atau belum. Setelah alat bantu diserahkan ke bagian produksi, perancang alat
bantu harus melakukan pemeriksaan periodik untuk melihat bahwa toleransi yang
disyaratkan telah dipenuhi.
PERSYARATAN UNTUK MENJADI PERANCANG ALAT BANTU
Untuk menjadi perancang alat bantu, orang
tersebut harus mempunyai ketrampilan berikut:
•
kemampuan untuk membuat gambar mesin dan sketsa
•
mengerti metode produksi modern, peralatan dan teknik
• kemampuan
mekanik yang kreatif
•
mengerti metode dasar pembuatan alat bantu
•
pengetahuan tentang matematika teknik melalui trigonometri praktis.
DAFTAR PUSTAKA
1.
Amstead B.H., P.F. Ostwald, M.L. Begeman, Manufacturing Processes. John Wiley
& Sons, 1987.
2. Amstead
B.H. P.F. Ostwald, M.L. Begeman, terj. Sriati
Djaprie.
Teknologi Mekanik. Jilid 1, Erlangga,
1993.
3.
Amstead B.H. P.F. Ostwald, M.L. Begeman, terj. Bambang Priambodo. Teknologi Mekanik. Jilid 2, Erlangga,
1993.
4.
Hoffman E. G. Jig and Fixture Design. 4th edition, Delmar Publishers,
1996.
|










1 komentar:
ok.untuk pengetahuan